Fém vágóalapok: inverter, plazma, gáz
A fémvágást egy bizonyos időigényes hegesztéssel aktívan használták az otthoni fémszerkezetek feldolgozásának fő módjaként. Az így kapott vágást a szépség nem különbözteti meg, így a daráló használata észrevehetően hegesztett. A bizonyított évre a módszer még mindig igénybe vehető, lehetőségei új berendezések használatával bővültek.
Hegesztéssel, fém vágással a következő esetekben:
- a helyszíni körülmények között, ha nincs áramforrás,
- ez bekövetkezik, szükség van egy nagyon vastag fém vágására,
- a vágáskor egy komplex alakot kell kapnia,
- szükséges a fém levágása nehezen elérhető helyen.
A hegesztés az univerzális folyamatokra utal, amelyek mind az alkatrészek összekapcsolására és osztására is használhatók. A legtöbbet a fémvágó berendezések következő verzióira vonatkoznak:
- Ív (inverter),
- gázvágó
- plazmarez.
Ebben a cikkben részletesen beszélünk a fémvágás jellemzőiről, technológiáiról és alapelveiről hegesztési frekvenciaváltóval, egy fém vágása oxigénnel és propánnal, valamint a fémfémek plazmavágásával. Miután tanulmányozta a különböző típusú berendezésekkel való munka alapelveit, akkor a saját kezével fémvágást végezhet.
Vágó ív
A hegesztés alapjai képzése során az újonc leginkább a fém égetésétől függ, és teljesen elpusztítja a kapcsolatot. Fém vágásakor a hegesztő célja ég, vágja a fém.
Annak érdekében, hogy csökkentsék a fém hegesztési ív, szükséges melegítsük fel, hogy az olvadáspont, és távolítsa el az olvadt fémet a hegesztési zónában. Az eltávolítást az olvadt fém saját súlya alatt végezzük, az ív oldalról vagy a hegesztési zónába szállított levegő áramlása miatt.
Az ilyen elektródákat fém vágáshoz használják:
- fém bevonatú
- carbonic,
- cső alakú,
- volfrám.
Ez a módszer vágja acélt, beleértve az ötvözött, színesfémeket és ötvözeteket.
A hátrányok közé tartozik az alacsony minőségű vágás, egyenetlen élek, a skála jelenléte. Ezért, ha a jövőben a fém szerkezeteket hoz létre, az éleket tovább kell feldolgozni, például tisztítani.
A vágást ugyanazon a berendezésen hajtják végre, mint hegesztés, minden térbeli helyzetben. Otthoni berendezésként egy transzformátort vagy egyenirányítót korábban használtak, most a frekvenciaváltót leggyakrabban használják.
Az ív vágás alapjai
A fém ív vágása érdekében állítsa az áramerősséget 30-40% -kal magasabb, mint a hegesztés során. A fém felső szélén erősítő ívet világítanak és lefelé haladnak, miközben vágják a szélét.
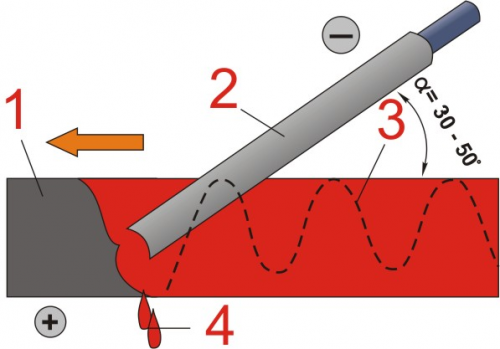
Fémvágás hegesztési frekvenciaváltóval
A vágáshoz egy kis átmérő elektródát választják, de az áram, éppen ellenkezőleg, a hegesztéshez szükségesnek bizonyul. Például az elektróda átmérője 2,5 mm, 140a van felszerelve.
Világítsa meg az ívet, és hagyja el az elektródot egy helyen. Megpróbálod megtartani az ívet, hogy elmélyülhessen, függetlenül attól, hogy a fém hogyan élt.
Ha a lemezt függőlegesen helyezzük, az olvadt fém óvatosan húzódik. A fém vízszintes vágásával a hegesztési frekvenciaváltót a lemez alján összegyűjtjük.
A legjobb hőfűtés biztosítása érdekében az egyenes polaritás felszívódik. Ebben az esetben a fém mélyen felmelegszik, de a vágás keskeny.
A videó azt mutatja, hogy milyen lehetőségek vannak nyitva az ív vágásakor. A lemez 10-20 mm vastagságú, szó szerint néhány perc alatt könnyedén és szép.
Vágó gázvágó
A közelmúltig a fém gázvágó a fémpartíció fő módszere maradt, különösen akkor, ha éles áramkört kellett elvégezni, hogy kezelje a szélét, vagy kapjon egy lyukat. Az előny az, hogy nincs szükség a villamos energiaforrás munkájára.
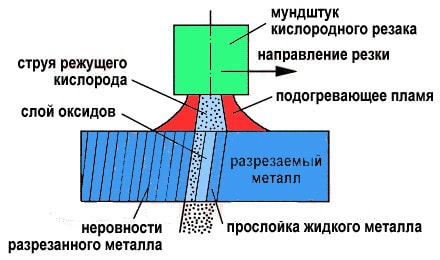
A gázvágóval ellátott fémvágás az alábbiak szerint történik: oxigén keveréke éghető gázzal, a kapott fáklya a vágási zónában az égési hőmérsékletre melegíti az égési hőmérsékletet, legalább 12000 ° C-on. Táplálja az oxigén sugárhajtását.

A fém hajózik és kideríti a vágási vonalat. Leggyakrabban a vágáshoz oxigént használunk propánnal történő keverékben. A gázvágást acélból, szénből és ötvözött, titánötvözetekkel kezeljük.
Fém gáz vágása propán és oxigén keverékén
A munka előtt a fém készül: tisztított szennyeződés, zsír, skála, rozsda.
Gázvágó berendezések
Kevesebb készségre van szükség a gáz vágás elvégzéséhez, mint a hegesztés során, mert nincs szükség a kapcsolat szorosságának biztosítására. A berendezés gázvágót, oxigénhengereket és propánt igényel.

Minden hengernek van reduktorja a nyomás szabályozására. A hengerből a reduktorig nagynyomású tömlő áll rendelkezésre.
A munka megkezdése előtt a tömlők felrobbantanak a szennyeződésektől. Minden tömlőt ellenőriznek, csatlakoztatható a sebességváltóval, az összes levehető csatlakozást ellenőrizni kell a feszességre.
Ellenőrizze magát a kockázatának állapotát, és oxigénnel tisztítsa meg. Ehhez az oxigénnel rendelkező henger az oxigén tömlő rögzítésének helyéhez van csatlakoztatva. Balon tűzveszélyes gázzal nincs csatlakoztatva. Telepítse a sebességváltót 5 ATM-be, és nyissa ki mindkét szelepet a vágónál. Az ujjak vezetése a második darabra megfigyelhető, hogy van-e tartózkodás. A távollétével a vágócsatornákat el kell dobni.
Működési eljárás
A gázvágás elvégzése, ellenállási aránya: 10 rész oxigén 1 része a gáz. Ezért vannak telepítve egy 0,5 ATI gázhajtóműbe és az 5 ATI oxigén sebességváltóra.
A kezdethez enyhén kinyitotta a propán és a gáz kínálatát. A fúvóka a fémen nyugszik, és az oxigén szorosan kezdődik. A szelepek forgása segítségével beállíthatja a Flamber értékét, és megkaphatja a szükséges lángot. A vastagabb a fém feltételezhető, annál erősebbnek kell lennie a lángnak, amelyhez nagy mennyiségű gáz és oxigén szükséges.
FIGYELMEZTETÉS: A láng állítható a szabályozó oxigén nyomása, nem a vágás.
 Az égő láng a fémbe kerül, ahol a vágás elvégzéséhez szükséges, a fúvóka és a fém közötti távolságot 5 mm-ben kell elvégezni. A láng hatására a fémet a kívánt hőmérsékletre melegítjük. Ez gyorsan történik, másodpercig 10. A folyamat figyelése, hogy abban a pillanatban a fém, mint nedves lesz. Csak a fém figyelmen kívül hagyja, azonnal közé tartozik az oxigén vágás.
Az égő láng a fémbe kerül, ahol a vágás elvégzéséhez szükséges, a fúvóka és a fém közötti távolságot 5 mm-ben kell elvégezni. A láng hatására a fémet a kívánt hőmérsékletre melegítjük. Ez gyorsan történik, másodpercig 10. A folyamat figyelése, hogy abban a pillanatban a fém, mint nedves lesz. Csak a fém figyelmen kívül hagyja, azonnal közé tartozik az oxigén vágás.
Annak érdekében, hogy elkerüljék a láng fordított sztrájkját, amelyet pamuthoz mellékelhet, fokozatosan az oxigén vágását tartalmazza.
Ebben az esetben az oxigén maga világít, amint megérinti a forró fémfelületet. A videó azt mutatja, hogy a gázvágás használata a legösszetettebb formájú formákat kivághatja.
A vágás minőségét a hegesztés sebessége befolyásolja. A vágási zónában lévő szikrákra összpontosító irányítási sebesség. Ha a szikrák előre vannak, azt jelenti, hogy a sebesség nem elegendő. Nagy sebességgel a szikrák a vágó mögött vannak, ebben az esetben nehéz meghatározni az üreseket.
A lyuk elvégzéséhez a helyet a kívánt hőmérsékletre melegítjük, az oxigén vágása. Fém gyúlékony. A vágót a fém zónába táplálják, és a lyuk maga is.
Fémvágás plazmavágóval vagy plázárral
A Plazma Torus lehetőségeiről jól mesélt a videóban. A videó áttekintése után határozottan szeretne ilyen csodálatos felszereléseket a gazdaságban, még nagy ár ellenére is.
A fémvágás a plazmaenergia hatáskörébe tartozik. Kiderül az alábbiak szerint. Amikor megnyomja a gyújtás gombot, a plazcripten belül egy vámhegesztési ív van kialakítva. A sűrített levegő áthalad, ionizált, és a plazmát nagy sebességű fúvókán keresztül húzza át. A plazma hőmérséklete több mint 10 ezer fok és a sebesség kétszerese a hang sebessége. Ez az energia elég ahhoz, hogy a fém olvadjon, és még elpárologjon.
 Az üzemeltető a Plasmorez-t olyan helyre hozza, ahol a vágás elvégzéséhez szükséges, és a fém elkezd olvad. A kézi mozgás sebességének biztosítania kell a fém vágását. Vágási paraméterek vannak áramerősség és légnyomás.
Az üzemeltető a Plasmorez-t olyan helyre hozza, ahol a vágás elvégzéséhez szükséges, és a fém elkezd olvad. A kézi mozgás sebességének biztosítania kell a fém vágását. Vágási paraméterek vannak áramerősség és légnyomás.
Részletek a plazma beszerzésére, és a vágó jól látható a videóban.
A helytelenül kiválasztott paraméterekkel skálázhat. A vágás vége után nem azonnal kikapcsolta a sűrített levegőt. A fém hűtésére szolgál.
Plasmore Technology
A munka megkezdése előtt a széleket megtisztítják, eltávolítják a szennyezést és a rozsót.
A fémek plazma vágási műveletei Az aktuális teljesítmény telepítésével kezdődik. Az elv egyszerű: az áramot a fém vastagságától függően számítjuk ki. Az 1 mm-es fém vastagság vágásához szükséges áramerősség mennyiségét a vágott fém vastagság szorozza. Ha 25 mm-es acél vágásához szükséges, akkor a 4A-ra kell szorozni (az 1 mm-es acél vagy öntöttvas vágásához szükséges áram szükséges). Összesen 100a berendezéssel.

Az a sebesség, amelyre szükség van a vágás elvégzéséhez közvetlenül befolyásolja a munka minőségét, de a Carver készségétől függ. A szakemberek a teljesítmény kezdeti szakaszában tanácsot adnak a termék hátoldalán lévő szikrák jelenlétére. Ha hiányoznak, a fém teljesen teljesen vágódik.

Mielőtt az ív félig meggyullad, a vágót gázzal blokkolja a szennyeződés és a lehetséges kondenzátum eltávolításához. Ezután a kezelő megnyomja a Duty Arc gyújtási gombját, 2 másodpercig ég. Ha a forgácsoló ív nincs kialakítva, a folyamatot ismét megismételjük.
A modelltől függően a megközelítés a kapcsolat és a kapcsolatfelvétel:
- Az érintkezés rövidzárlatot igényel. Amint a plazma kijött a fúvókából a fém és az elektróda között, egy plazma ív képződik, és a vágási folyamat megkezdődik.
- Egy érintés nélküli ív meggyullad a fúvóka és az elektród között. Amikor a fúvóka megközelíti a fémet, a munkagép képződik.
A vágás során meg kell őrizni az ív állandó hosszát. Ha nem rendelkezik speciális fókuszban, ez a paraméter ellenáll a vágónak, 1,6-3 mm-re kell lennie.
Ha működik, szükség van a fúvókát a fémre 900 ° C szögben. A vékony fém deformációinak csökkentése érdekében az égőt kis szög alatt tartják. A vágás során figyeljen a fémre, nem mászik a fúvóka égőjére.
A Plasmatron munkájával kapcsolatos részletekért lásd a videót.
A figyelembe vett vágási módszerek segítségével vághatja le a fémet a legösszetettebb kontúrból. Ezek a munkák képesek teljesíteni saját kezüket, egy kis elméleti és gyakorlati képzés után. A legfontosabb dolog a berendezések és a kapcsolódó anyagok elérhetősége.





