Gázvágó fém: oxigénfogyasztás és propán, technológia
A mai fém vágás megvalósításának legelterjedtebb módja az autogén, azt is nevezik gáznak vagy oxigénnek. A lényege eljön, hogy a gáz láng hatása alatt a fém felmelegszik, és elkezd olvad, és az oxigén-sugár hatása alatt égetés következik be, keskeny hornyot készít.
Az acetilén, a propán-bután, természetes, koksz-gáz fűtésként használható.
A fémvágás a kívánt végeredménytől függően besorolható:
- felszínes;
- elválasztás;
- lándorvágás.
A felszíni gázvágás olyan esetekben érvényes, ahol a fémrétegeket eltávolítani kell a résidők, hornyok és más szerkezeti elemek kialakítására.
Az elosztó fajok biztosítják a végponttól végzős vágás végrehajtását, hogy megkapjuk a szükséges mennyiségű fémelemek, alkatrészek. Hitelfelvevő fém, hogy mélyen vagy lyukakat szerezzen, éles lándzsa.
Technikai folyamat
A vágási típusoktól függetlenül a folyamat végrehajtásának technológiája ugyanaz lesz. A gáz égése 1000-1300 ° C-os hőmérsékletet biztosít, elegendő ahhoz, hogy megolvadja a szilárd acélt. Ez alatt az oxigén erőteljes jétje van, amely az olvadt fémmolekulákkal reagál, oxidálva őket.
Ennek eredményeként a vágást kapjuk. Az oxigént nagy nyomás alatt táplálják, gyakran eléri a 12 atmoszférát, az ilyen sugárhajtást még a tűz táplálás nélkül is levághatja a bőrt.
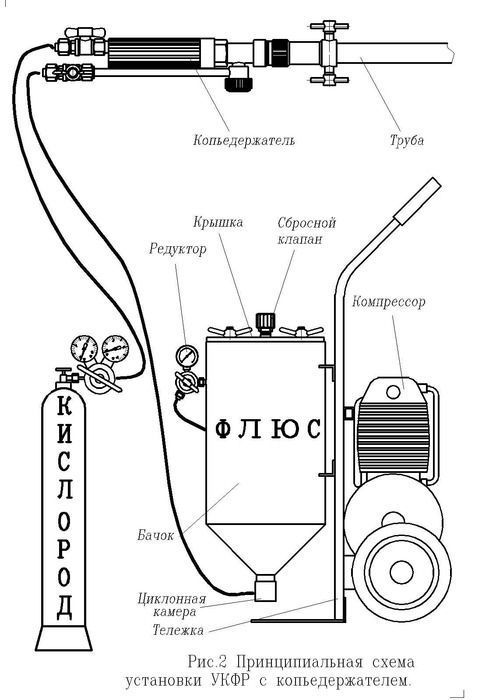
A vágóberendezés szerkezetét ilyen módon tervezték:
- gázégő;
- két henger;
- keverő;
- nyomásszabályozó;
- tömlők.
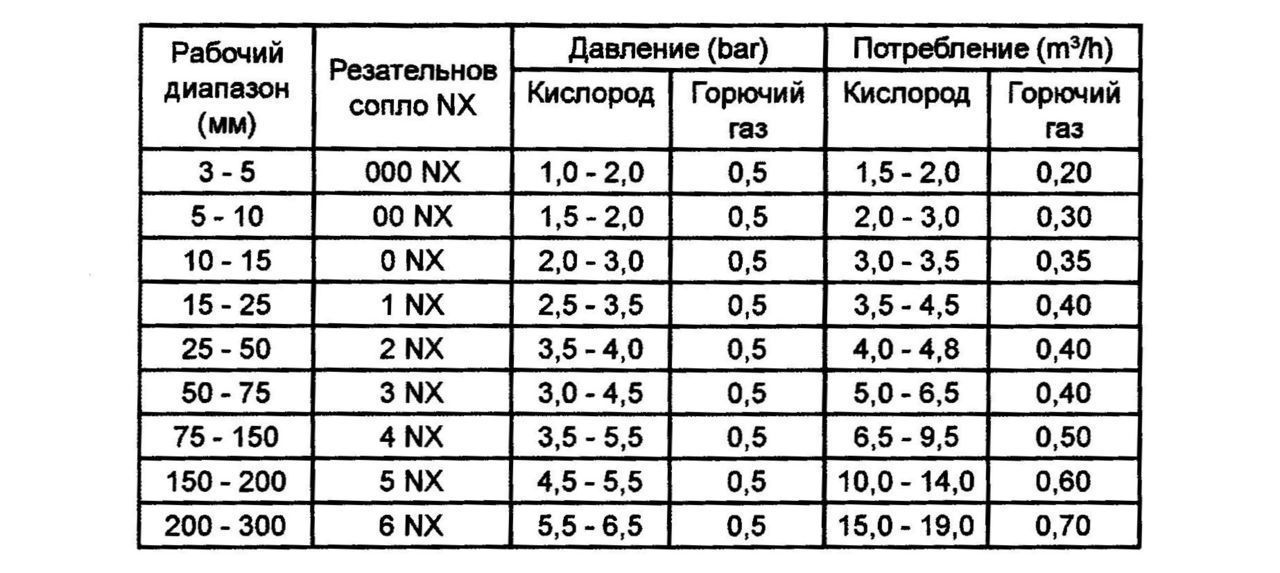
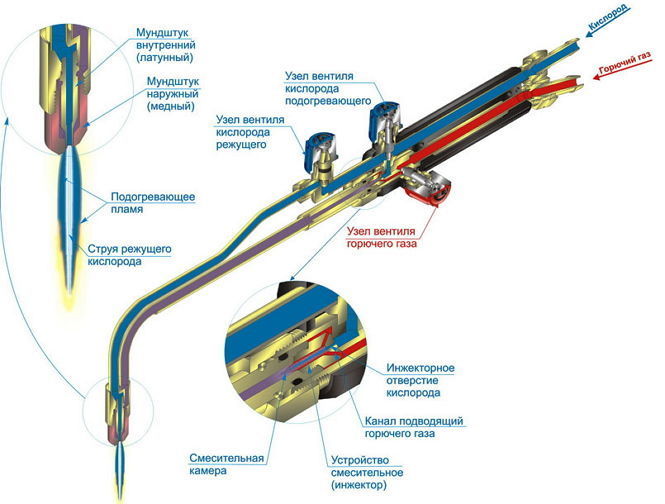
A gázégő több fúvókával rendelkező fejből áll, többnyire három. Két oldalán egy üzemanyag-anyagot táplálnak, a harmadik közepén, amely a közepén található, oxigént szállítanak. A hengereket közvetlenül a gáz és az oxigén célja, a tervezett munka mennyiségeitől függően a megfelelő hengereket választják ki.

A folyamatos működés egy órájának biztosítása érdekében átlagosan 0,7 m3 acetilén (1 m3 propán) és 10 m3 oxigénnel fog kerülni. Általánosságban elmondható, hogy a szükséges nyersanyagok mennyisége a fém sűrűségétől és a kívánt hőmérséklettől függ a fűtéshez. Csökkentett propán-fogyasztás oka lehet, hogy speciális fúvókák fúvókák, amelyek rögzítik a gázellátást egy bizonyos irányba, minél közelebb van a kínálat az oxigén jet, az üzemanyag-fogyasztás növekedni fog.
A tömlők szükségesek az oxigén és az üzemanyag hengerekbe történő szállításához a keverőbe, azokat az ujjaknak is nevezik. Az anyag, amelyből a tömlők készülnek, kétrétegű gumiabroncsok, a keret rétegei között, pamutszálból készültek. Átmérő - legfeljebb 12 mm, a levegő hőmérsékleten történő működési lehetősége nem alacsonyabb, mint -35 o C.
A nyomásszabályozónak különböző módok és vágási sebességek biztosítására van szükség. A kisebb mennyiségű tüzelőanyag etetése alacsony hőmérsékletű, amely a finom acélhoz vagy az alacsony szilárdságú fémhez szükséges, valamint a nyersanyagok fogyasztásának csökkentése szükséges.
A sebességváltó másik fontos funkciója az egységes nyomásszint fenntartása. Ha a gázellátás megszakad a vágási folyamat során, akkor a fém gyorsan hűvös, és a további feldolgozás lehetetlenné válik.
Fém vágás propánnal és oxigénnel
Szükséges felszerelés
 P101 vágó
P101 vágó Az első vágó az R1-01 eszköz volt, a Szovjetunióban épült, majd több korszerűsített modellek jelentek meg - P2 és P3. Az eszközöket megkülönbözteti a fúvókák méretei és a sebességváltó ereje. Modern Kézi telepítések:
- Változás;
- Gyors;
- Pálya;
- Secator.
Ezeket a további funkciók és a teljesítmény jellemzi.
A Quicky göndör vágást végezhet, a megadott rajzok szerint a munka sebessége eléri az 1000 mm / perc, a fém maximális megengedett vastagsága 100 mm-re. A készüléknek van egy eltávolítható fúvókája, hogy fémlemezeket vagy különböző vastagságú csöveket biztosítson.
Ez a készülék különböző típusú éghető gázt használhat, ellentétben a P1-01 prototípussal, amely csak acetilénnel működik.
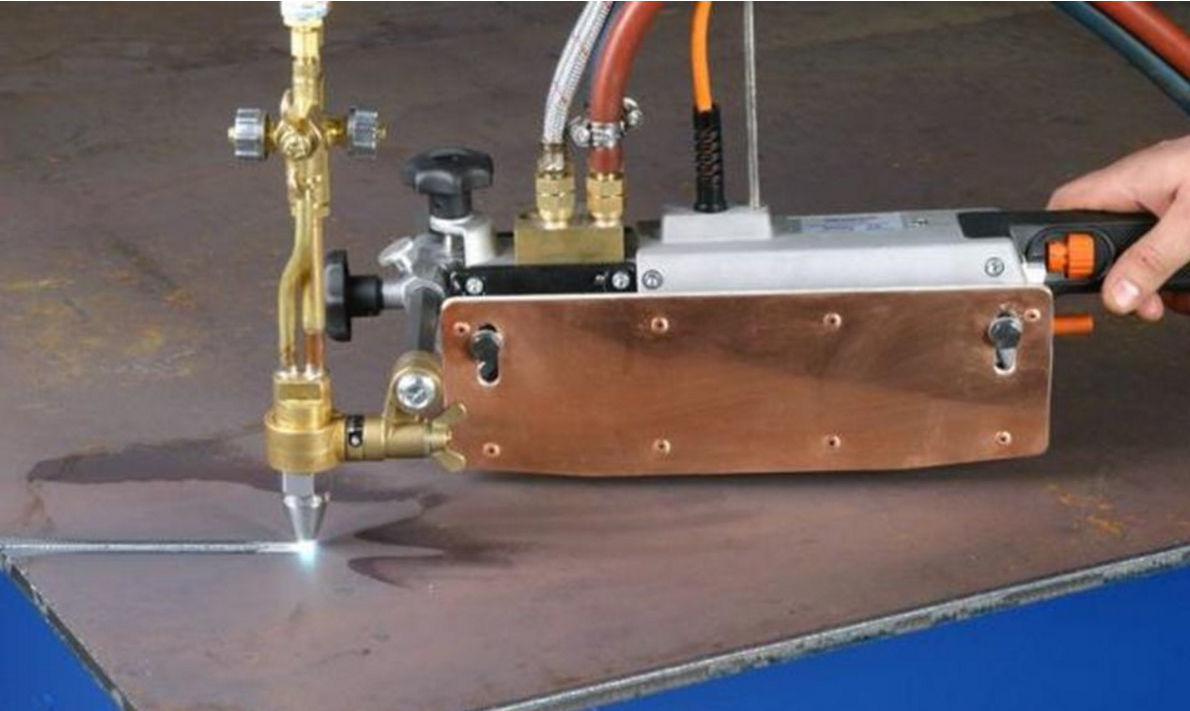
A kézi rögzítővágó jobb jellemzőkkel rendelkezik a társaikhoz képest.

Ezzel akár 300 mm vastagságú fémrel kezelheti, ezek további fúvókákkal rendelkeznek, amelyek a készletben vannak, eltávolíthatók, és továbbá meg lehet vásárolni, mint kopás. A szecátor a következő típusú vágást eredményezheti:
- mintás;
- egyértelmű
- gyűrű;
- a csavar alatt.
A sebesség 100,1200 mm / perc sebességgel állítható be, és a beépített hüvelykapcsoló segítségével egy fémlemez sima mozgását biztosítja. A léghűtéses reduktor tisztább munkát biztosít és csökkenti az üzemanyag-fogyasztást.
A fenti modellek a kézikönyvhez tartoznak, vagyis kompakt, kezelik a varázsló kezét. De a fém nagy mennyiségétől, ilyen módon dolgozik
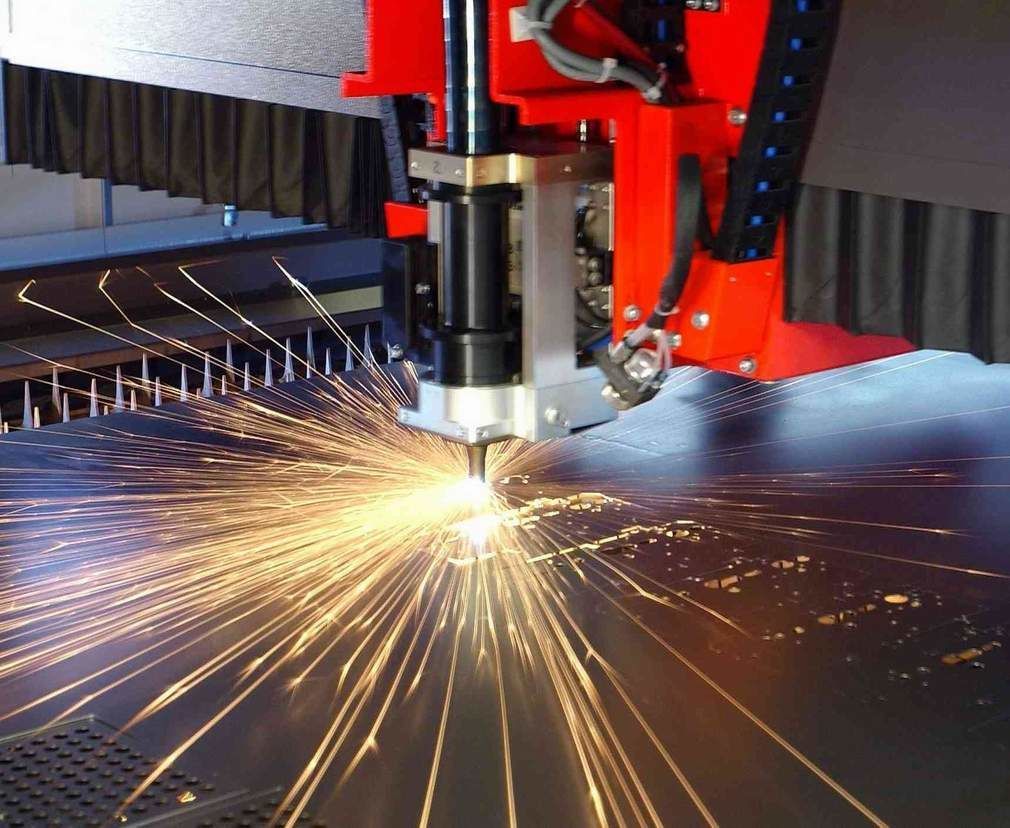
a létesítmények kényelmetlenek és nem hatékonyak. Ipari termelés esetén álló vágóberendezések alkalmazandók - ez lényegében ugyanaz a technológia.
Ezek egy olyan gép, ahol a tabletop, amelyben a vágási mechanizmus épül. Munkája elektromos
a kompresszor, amelyhez a hálózati rácsot legalább 380 V-os és háromfázisú aljzatra kell szükség. A helyhez kötött vágóberendezések munkarendjeinek technológiája semmi, de eltér a kézikönyvtől. A különbség csak a teljesítmény, a maximális fűtési hőmérséklet és a fém feldolgozásának képessége, több mint 300 mm vastag.
Fém vágási feltételek
A fém vágása csak akkor működik, ha a fém gyújtási hőmérséklet kevesebb, mint az olvadáspont. Az ilyen arányokat alacsony szén-dioxid-kibocsátású ötvözetekben figyeljük meg, 1500 ° C-on olvadnak, és a gyújtásfolyamat 1300 ° C-on fordul elő.
A telepítés kiváló minőségű működéséhez állandó gázellátást kell biztosítani, mivel az oxigén állandó mennyiségű hőt igényel, amelyet főleg a fém égése és mindössze 30% gáz lángot biztosít. Ha leáll, akkor a fém megszűnik a hőt, és az oxigén nem tudja elvégezni a hozzárendelt funkciókat.
Munkavágó, fémvágó képzés
A kézi gázvágók maximális hőmérséklete eléri a 1300 ° C-ot, ez elegendő értéket jelent a legtöbb fajtípus feldolgozásához, azonban vannak olyanok, amelyek nagyon magas hőmérsékleten, például oxid alumínium - 2050 o c ( Ez közel háromszor több, mint a hőmérséklet olvadó tiszta alumínium), acél krómtartalommal - 2000 o C, Nickel - 1985 o S.
Ha a fém nem elég, és az olvadáspont nem indul el, az oxigén nem lesz képes tűzálló oxidok kezelésére. Az inverz ez a helyzet, amikor a fém alacsony olvadásponttal rendelkezik, az égő gáz hatása alatt egyszerűen megolvadhat, így lehetetlen használni ezt a módszert öntöttvas.
Biztonsági technika
A fémvágás végrehajtása gáztelepítéssel jobb, ha a tapasztalt szakembert bízza, mivel a pontatlan fellebbezéssel a következmények elég szomorúak lehetnek.
A biztonság a következő feltételeket foglalja magában:
- jó szellőzés beltérben, ahol a munkát elvégzik;
- 5 méteres távolságban nem lehet gáz és egyéb éghető anyagok hengerek;
- a munkát védőmaszkban vagy speciális szemüvegben, valamint tűzálló ruházatban kell elvégezni;
- irányítsa a lángot a gázforrás ellenkező irányba;
- a készülék működési folyamatában lévő tömlők nem indíthatók el, hogy bekövetkezzenek rájuk, rögzítsük a lábukat;
- ha egy szünetet végeznek, akkor az égő lángját teljesen fel kell tüntetni az égőre, és húzza meg a hengerek gázszelepeit.
Az ilyen egyszerű feltételeknek való megfelelés biztosítja a biztonságos és hatékony munkát a fém vágó gáz telepítésére.
Videó: Munkavágó, fémvágó képzés





