Vrste rezača plina i kako koristiti rezač propana + kisika
Za demontiranje metalnih konstrukcija, potrebno je rezanje bilo koje vrste valjanja ispred obrade ili zavarivanja. I ako se list ili mali profil debljine može rezati mehaničkim alatom (s ručnim, električnim ili hidrauličnim pogonom). Koji rade s metalnim prazninama velike debljine trebaju posudu, ili na profesionalnom sleng - autogen.
Dizajn različitih modela takvog uređaja mogu se razlikovati samo po veličini ili pojedinostima, ali svatko princip je isti.
Bez obzira na veličinu autocena i vrstu smjese grijanja plina, rezanje se događa zbog izgaranja metala u struji čistog kisika, ubrizganog kroz glavu mlaznice u radni prostor.
Glavno i glavno stanje rezanja plina - temperatura izgaranja treba biti manja od točke taljenja. Inače, metal, koji nema vremena za početak spaljivanja, topit će se i stado. Ovo stanje odgovara niskom ugljičnom čeliku i obojenim metalima i lijevanom željezom - br.
Većina se također ne može podložiti za rezanje plina - postoje ograničenja maksimalne dopuštene doze legirajućih elemenata, ugljika i nečistoća, a prelazi proces izgaranja metala u kisiku postaje nestabilan ili se općenito prekida.
Sam proces rezanja može se razgraditi u dvije faze:
- Zagrijte ograničene dijelove zone na temperaturu na kojoj se metal počne izgorjeti. I kako bi se dobila baklja plamena za zagrijavanje, neki od tehničkog kisika u određenom omjeru se miješa s zapaljivim plinom.
- Izgaranje (oksidacija) zagrijanog metala u kisiku i uklanjanje produkata izgaranja iz rezane zone.
Ako razmotrimo klasifikaciju samo ručnog rezača, sljedeće značajke su od temeljne važnosti:
- pogled na gorivo, snage i metode dobivanja smjese plinova za plamen za zagrijavanje;
- klasifikacija goriva za gorivo: acetilen, propan-butan, metan, univerzalni, maf.
Kerosinoresa i kućni ljubimci, iako imaju isti sastanak odnose se na tekući goriva za gorivo.
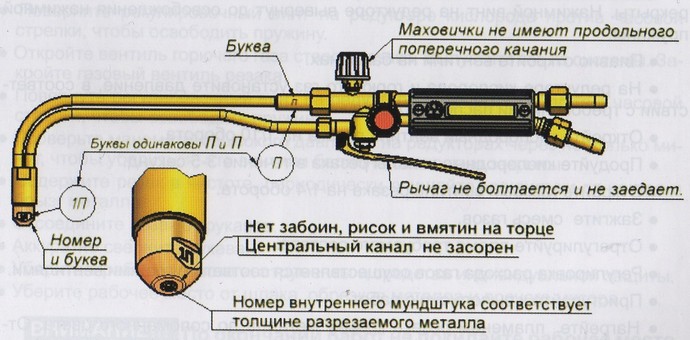
- Po snazi: mala (debljina rezanja metala od 3 do 100 mm) - označavanje P1, prosjek (do 200 mm) - P2, visoka (do 300 mm) - p3. Postoje uzorci s povećanom debljinom rezanja - do 500 mm.
- Metodom za proizvodnju plina za gorivo: injektora i nevezanja.
I ako prva značajka utječe samo na temperaturu plamena za zagrijavanje, a snaga je na maksimalnoj debljini metala, tada je treći znak određen dizajnom rezača.
Oblikovati
1. Ubrizgavanje ili dvosmjerna, posuda je najčešći tip dizajna. Tehnički kisik u rezaču podijeljen je u dva toka.
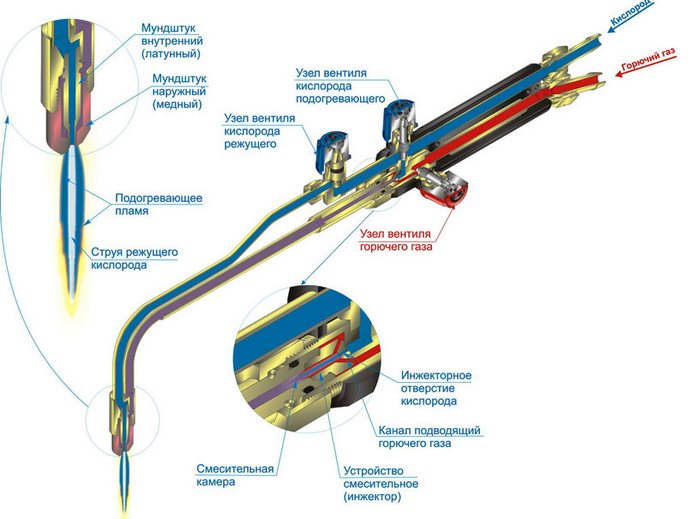
Neki od potoka na gornjoj cijevi se kreće u glavu vrpce i s velikim lišćem kroz središnju mlaznicu unutarnjeg usnika. Ovaj dio dizajna je odgovoran za fazu rezanja procesa. Ventil za podešavanje ili ventil se isporučuje izvan kućišta.
Drugi dio ulazi u mlaznice. Načelo čije je da je injektirani plin (kisik), ostavljajući komoru za miješanje pod visokim tlakom i pri velikoj brzini, stvara vakuumsku zonu i kroz periferne rupe zapaljivi (izbačeni) plin povlače. Zbog smjese, brzine su izjednačene, a protok smjese plinova nastaje na izlazu komore pri brzini od one od ubrizganog kisika, ali viša od one izbačenog zapaljivog plina.
Zatim se smjesa plina pomiče duž donje epruvete do glave vrha, ispada kroz mlaznice između unutarnjeg i vanjskog usnika i tvori baklju plamena za zagrijavanje. Svaki kanal ima vlastiti ventil na kućištu, koji je reguliran opskrbom kisikom i zapaljivim plinom u mlaznici.
2. Uniterblary, ili tri cijevi rezač ima složeniji dizajn - i protok kisika i plin dolaze u glavu na odvojenim cijevima.
Mijenjanje smjese grijanja događa se unutar glave. Ali to je nedostatak komore za miješanje koja osigurava višu razinu sigurnosti, ne stvara uvjete za "obrnuti učinak" (širenje paljenih plinova u kanalima rezača i cijevi u suprotnom smjeru).
Osim složenijeg dizajna i visoke cijene, nedostatak tromjesečnog plinskog rezača, vjeruje se da je za stabilan rad potrebno imati veći tlak goriva plina (ne postoji učinak izbacivanja i povećanje protoka stopa).
Veličine i težina
Dimenzije ručnog rezača za plin injektora dogovorene su standardnim GOST 5191-79 i ovise o njegovoj moći:
- p1 - do 500 mm;
- p2 i P3 su u rasponu od 580 mm. Ali proizvode "izdužene" modele za rad u posebnim uvjetima.
Postoje ograničenja težine za svaku kategoriju snage: 1,0 i 1,3 kg, odnosno, za p1 i p2 / p3.
Isti je iost određuje da je tip p3 rezač propana kisika, a P1 i P2 mogu raditi na bilo kojem obliku zapaljivog plina.

Prema GOST-u, oni su definirani kao savjeti za rezanje na plamenik zavarivanja. Razlika u strukturi je da se odvajanje kisika i miješanje zapaljivog smjese pojavljuje na vrhu, i ima mnogo manjih veličina i težinu od rezača. Tako težina PB1 ima gornju granicu od 0,6 kg, i PV2 i PV3 - 0,7 kg.
No, jedva je moguće imenovati ovaj rezač plina na metalnom kompaktu - u sklopu radnog položaja s tijelom iz plamenika, njezina veličina i težina neće biti manje od one specijaliziranog alata. Prednost je samo da možete kupiti plamenik sa savjetima različitih vrsta (zavarivanje i rezanje), a cijeli komplet će biti smješten u malom slučaju. Ili kupiti postojeći plamenik plug-in rezača.
Ali ovdje postoji jedna nijansa. Propan je mnogo jeftiniji od acetilena. Stoga će troškovi rada acetilenskog rezača biti znatno veći od kisikovog propana. A za metalno zavarivanje, acetilenski plamenik je bolji, u kojem je temperatura plamena viša na 300-400 nego u kisikovom propanu (u čisto propanom plamenik, temperatura je manja od 2000 ° C).
Kompaktnost cijelog "pošte" za ručno rezanje plina može se osigurati samo kapacitetom cilindara s plinovima.
Prijenosni rezači plina
Nedavno možete vidjeti ponude za prodaju prijenosnih rezača plina, koji su mlaznica do malog kolutnog cilindra s plinom.
Ali barem su pozicionirani kao rezači, u stvari to je plamenici. Temperatura baklju koji od većine ne prelazi 1300 ° C. Iako postoje "profesionalni" Collet prijenosni rezači s temperaturom baklje od 2000-2500c (na primjer, Kovea KT-2610 pri radu s MAPP-om US plinske smjese), a to je već blizu temperature plamena grijanja kisika -propane rezač - 2700-2800c.

Ali u svakom slučaju ne postoji glavna komponenta za rezanje kako bi se stvorili uvjeti "spaljivanja" - mlaz kisika, zbog čega se javlja metalna oksidacija.
Prijenosni rezači uključuju životne metale i legure: kositar, aluminij, mjed, bronca, bakar. Ali za njih ne govorimo o rezanju, već o mrljanju. Stoga se češće koriste za osiguranje ili zavariti male dijelove od obojenih metala (na primjer, pri popravljanju klima uređaja i hladnjaka), a mogu se rezati s ručnim električnim instrumentom.
Obratiti pozornost pri odabiru posude za plin
Ako "idite" iz crijeva na glavu važna je kako slijedi:
- bradavice od mjedi služe dulje od aluminija;
- materijal ručke mora biti aluminij, plastična obloga je manje izdržljiva i može "plivati";
- ventili se trebaju okretati s malo truda;
- preporučeni promjer ručice za rezanje kisika - ne manje od 40 mm;
- modeli poluge su prikladniji za rad i omogućuju plin;
- vretenovi ventili: od nehrđajućeg čelika - najpouzdaniji (do 15.000 ciklusa), od mjedi - brzo ne uspijevaju (oko 500 ciklusa), kombinirani - imaju "prosječne" pokazatelje;
- kazni materijal i cijevi - nehrđajući čelik, mjed, bakar;
- u acetilenskim rezačima, dijelovi u dodiru s zapaljivim plinom do komore za miješanje ne smiju biti izrađeni od bakra ili legure sa sadržajem iznad 65%;
- sklopivi dizajn omogućuje vam da popravite rezač, očistite jedinicu za ubrizgavanje, cijevi za vrh;
- vanjski usnik samo iz bakra;
- unutarnji usnik acetilenskog rezača - bakar, kisik-propan - može biti izrađen od mjedi;
- odabrani model prodavatelja trebao bi imati rezervne dijelove i potrošne materijale u asortimanu.
Kako koristiti rezač propana kisika
Općenito:
- rad s rezačem trebao bi se odvijati u maski zavarivač (ili posebne naočale);
- preporučena odjeća i radne rukavice s vatrostalnim (ne-zapaljivim) svojstvima;
- plamen autocena treba gledati na stranu prema dovodnim crijevima, a crijeva ne smiju ometati rad kaznog remeta;
- plinski cilindri nemaju bliže od pet metara do mjesta rada;
- rezanje metala provodi se ili na otvorenom ili u dobro prozračenoj sobi.
Nakon dugog pauze ili kada prvi put pokrenete novi rezač brizgaljki, morate se pobrinuti da su kanali "čisti" i kisik u injektoru stvara potrebnu razinu opskrbe plinom za prskanje.
Isprva, s zatvorenim ventilima na rezaču i na cilindrima s rezačem, uklonjeno je crijevo s propanom. Zatim, na cilindar s kisikom, radni tlak je instaliran i ventil grijanja kisika i plina je otvoren na rezaču. Provjera izvedbe injektora provjerava se primjenom prsta na plin za gorivo na bradavicama - usisavanje zraka treba osjetiti u rupu za bradavice.





