Rezač kisika
Proces demontaže metalnih struktura zahtijevat će uporabu specijaliziranog alata. Provratni komad dijelova provodi se rezanjem, za to se koristi za širenje metala kao plinske instalacije propan - tipa kisika i drugih uređaja. Za rukovanje strukturama male debljine, mehanički uređaji su prikladni, debeli listovi obrađuju se rezač plina. Načelo rada instalacije je isti, bez obzira na dizajn. Kako uživati \u200b\u200bu mehanizmu, opisati različite specifikacije, potrebno je udovoljiti sigurnosnim zahtjevima, drugim značajkama.
Princip rada i vrste
Načelo operacije temelji se na opskrbi mlazu kisika s čistim pogledom, kroz mlaznicu za rezanje plina. Bez obzira na strukturne značajke autocena, izvršenje se događa zbog izgaranja metala pod utjecajem pravilnog medija za kisik. Osnovni zahtjev za uporabu uređaja - temperatura izgaranja treba biti veća od topljenja, inače će se materijal topiti i odvoditi, koji ometa kvalitetan rad.
Većina od legura čelika ne utječe na rezač propana kisika, zbog granice maksimalnog udjela dopiranih nečistoća. Prisutnost ugljika u sastavu elementa može dovesti do nestabilnog rada ili zaustaviti proces. Utjecaj na metal javlja se u nekoliko koraka:
- Temperatura se diže na razinu kako čelik počinje spaliti. Da bi se dobilo željeni plamen, ozon se pomiješa s smjesom goriva, što je potrebno proporcije.
- Nakon zagrijavanja, zona se javlja i oksidacija zagrijanog čelika medija za kisik i oslobađanje materijala s mjesta za preradu.
Klasifikacija ručnih rezača podijeljena je na nekoliko parametara, ovisno o vrsti posla. Glavne karakteristike:
- koristi se razne zapaljivi plin, metana, propan - butan, acetilen i drugi;
- moć, parametar dobivanja smjese za grijanje;
- dizajn mlaznice koja djeluje na proizvodnju plina koristi se i instalacije injektora i bez injekcije.

Snaga je podijeljena na nekoliko vrsta, od malog do visokog stupnja rezanja materije. Na niskoj snazi, predmeti s debljinom debljine od 3 do 100 mm, prosječna vrsta postavki je moguće izrezati materijale debljinom do 200 mm, visoke - 300 mm. Postoje sorte sposobne za liječenje proizvoda debljinom do 500 mm, takve instalacije koriste se i industrijom i uvjetima kućanstva. Neke komponente ovise ne samo na snazi, već i na dizajnu rezača plina.
Oblikovati
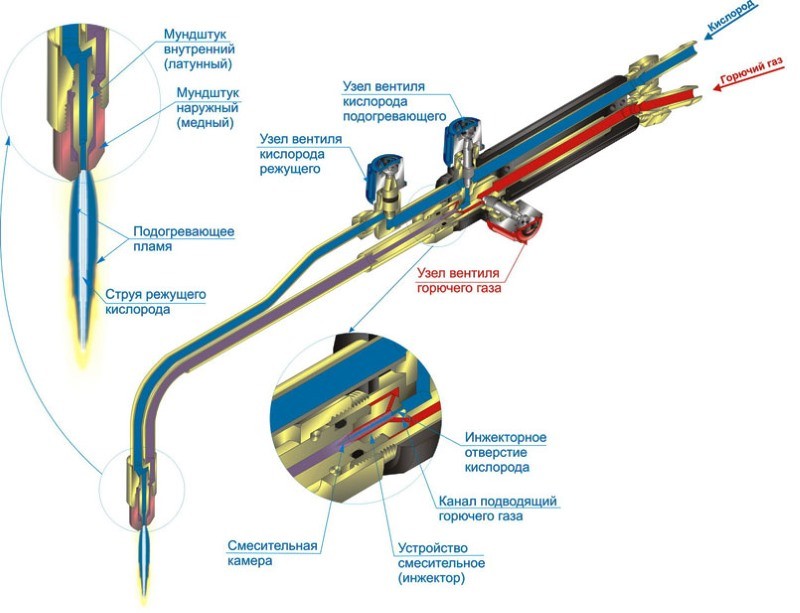
Najčešći tip uređaja koji se koristi u obradi čeličnih konstrukcija je ubrizgač od dva cijevi. Zapaljiva smjesa je podijeljena u nekoliko potoka, što vam omogućuje podešavanje snage plamena pri radu. Mehanizam za podešavanje nalazi se na vanjskom dijelu kućišta, postoje uređaji za ručice.
Protok se pomiče kroz cijev do vrha kroz glavu, oslobađanje se događa pri velikoj brzini kroz središnju mlaznicu. Usnik je odgovoran za glavnu funkcionalnost rezača, rezanje dijela procesa. Dio plina je preveden na mlaznice, koji ostavlja pod visokim tlakom, stvara iscjedak, čime se spaja zapaljiva smjesa. Proces miješanja definirao je poravnanje brzine protoka, koji se izvodi.
Formiranje smjese provodi se glavom vrha, koja udara do donje epruvete. Svjetiljka se formira između vanjskog, unutarnjeg usnika, posljedice formiranja zapaljive smjese. Dvokalni sustav opremljen je podesivim ventilima koji omogućuju podešavanje dovoda i kisika i pomoćnog plina do mlaznice.
Dizajn bez tipa ubrizgavanja je složeniji, kao i za dva točenja kisika i odvojeno za plin postoje cijevi. Mješavina zapaljivog pripravka događa se izravno unutar glave, ovaj se dizajn smatra više sigurni učinci. Za obavljanje radnji bit će potrebna veća opskrba količina kisika i zapaljivih plinova.
Veličina rezača je fiksirana standardima na GOST-u, za proizvodnju s malim dijelovima, modeli P1 koriste se s ukupno dugo ne više od 50 cm. Više moćni dizajn se proizvode dulje u obliku, postoje specifične proširene strukture dizajnirane za obavljanje zadataka s teškim pristupom reznom mjestu.
Prednosti i nedostatci
Plinski plamenik je dizajniran za diseljenje proizvoda u proizvodnim uvjetima, s velikom količinom zadataka. Prije primjene uređaja važno je razumjeti što ključne značajke metalnog rezanja s propanom i kisikom ima:
- Mehanizam djelovanja je prikladan pri izvođenju curvilinear linija rezanja. Stabilna snaga omogućuje nam da podijelite metalne proizvode različitih debljina. U situacijama u kojima je nemoguće koristiti alat, kao što je kutak stroj, koristi se plinski plamenik. Zadatak izrade okruglog proizvoda ili gluhe otvaranja provodi se plinski plamenik, bez potrebe za posebnim naporima.
- Cutter za plin ima prednost u suprotnosti s benzinskim modelima. Osim niske težine, mehanizam ne čini povećanu buku pri radu, kao i kompaktan.
- Upotreba uređaja na temelju učinaka zapaljivog plina omogućuje vam da ubrzate izvršenje je dvostruko, što nije pod moć mehaničkih instrumenata.
- Propan, poput plina u tekućem stanju, odlikuje se niskom cijenom. Stoga se koristi ne samo u obradi proizvoda u potrebama proizvodnje, već i na zbrinjavanju metala i drugih radnji.
- Korištenje propana kao zapaljive smjesu omogućuje vam da izvršite visoku kvalitetu rez. Rezanje se provodi uskim, osim, koji je glavni čimbenik u kvaliteti rada.
Nedostaci se mogu primijetiti da se neki materijali ne mogu tretirati s rezačem propana, na primjer lijevanim željezom i čeličnim od lijeva.
Značajke korištenja
Čelični materijali s sadržajem visokog ugljika ne preporučuju se za odrezivanje uređaja za plin. Razlog je visoka točka taljenja blizu parametra fokusa. Umjesto ljestvice koje se emitira iz izlaganja mlaznice, materijal reagira s rubovima rubova, čiji je kisik zaustavljen, veza se ne može obraditi.
Rad s lijevanim željezom može uzrokovati neke poteškoće, kao što je grafitna prisutnost, oblik zrna. Također, propan ne koristi rezanje plina, u slučajevima obrade bakra, aluminija, drugih čelika koji se lako otapaju.
Nužna oprema
Da biste izvršili različite zadatke za obradu čelika, potrebno je pripremiti opremu koja odgovaraju odgovarajuće alate. Rad se vrši pomoću:
- cilindri s kisikom i propanom;
- alat za seciranje;
- usnik određene veličine;
- crijeva.
Sigurnosna tehnika je posljedica prisutnosti ventila za podešavanje na svakom cilindru. Cilindar propana ima niti obrnute niti, kao rezultat, instalacija dodatnog mjenjača nije moguć. Oprema ima slične dizajne, kako kod kuće i proizvodne ciljeve. Prije proizvodnje metala rezanja potrebno je provjeriti performanse, prisutnost svih elemenata za podešavanje.

Ozonov dolazak označen je plavim, ventili se nalaze i izravno na cilindru i na rezaču. Protok propana označen je kao i svi drugi plinski i eksplozivni tvari, crvena ili žuta.
Nakon spajanja rezača, proces počinje pri čemu se kisik i propan spajaju u komori za miješanje, kao rezultat kojim se formira zapaljiva smjesa. Dizajn predviđa promjenu agregata, za planirano popravak i održavanje, u slučaju kvara jednog od čvorova, moguće je zamijeniti, nastaviti raditi. Pisak je odabran ovisno o vrsti proizvedenih zadataka, ima različita čitanja i razlikuje se brojevima.
Rezanje nijansi
Proces disekcije predviđa kontrolu brzine, odabirom parametra se javlja vizualno, ovisi o broju iskri i njihovom nepovoljnom položaju. Slapka koja je nastala procesom rezanja treba formirati pod kutom od 90 ° u odnosu na površinu. Brzina je podesiva ako se protok promijeni smjer, u ovom slučaju brzina je niska, zahtijeva postavljanje.
Debljina strukture utječe na proces, u slučaju obrađenog lista, debljine dulje od 6 cm, mora se postaviti na niski kut da teče troske. Prilikom obrade debelih proizvoda važno je izdržati kut nagiba više od 15 °, kontrolirati brzinu. U slučaju zaustavljanja disekcije u sredini puta, proces se ne obnavlja u ovom trenutku, a to je potrebno prvo. Da biste izbjegli promjene kada se akcija s debelim proizvodom potrebno zadržati rezač tako da se metal obrađuje tijekom cijelog perimetra.

Nakon završetka rezanja čelika, opskrba za rezanje plina je isključeno. Zatim se ventil preklapa na cilindar, posljednji red je zatvoren smjesom goriva.
Površina i kovrčava rezanje
Proces stvaranja olakšanja na metalnoj površini izrađuje se na nekoliko drugih načina. Rezanje se izvodi mlaznica, a rastopljena troska, zagrijava donji dio proizvoda. Grijanje se izvodi na temperaturu koja ne prelazi paljenje materijala.
Otvaranje rezanja kisika osigurat će određeni dio izgaranja materijala, čime se proizvodi čist rub i redak rezanja.
Akcija se provodi pod kutom do 80 °, nakon opskrbe plinom, rezač se pomiče na kutove od 18 do 45 °. Formiranje žljebova tražene veličine provodi se podešavanjem brzine. Veća veličina žlijeba postiže se kao promjena u kutu usnika i usporava brzinu, podešavanje razine kisika. Širina groove varira prilagođavanjem protoka mlaza kroz mlaznicu, omjer dubine, širina žlijeb je jednak 1 do 6. Širina ima preferencijalni objekt, jer Moguće je formirati zalazak sunca na površini proizvoda.
Obratiti pozornost pri odabiru posude za plin
Odabir visokokvalitetnog alata izravno ovisi o rezultatu. Ako zanemarujete neke parametre, izgubljene su određene cutter svojstva, sigurnosne postavke su smanjene. Eksplozivne tvari propana i kisika koje zahtijevaju poštivanje nekih zahtjeva tijekom rada:
- Ručka se izvodi iz aluminijskih legura, plastika se primjenjuje jeftinije alate, tijekom vremena taljenja, gubi oblik.
- Mesiji bradavica će trajati duže aluminijske strukture, jer ima veći resurs deformacije.
- Rotacija ventila treba napraviti s malo truda, zaustaviti proces u slučaju nestandardne situacije. Preporučena veličina ventila je najmanje 4 cm.
- Najpouzdaniji vretenovi izrađeni su od nehrđajućeg čelika, sposobni izdržati do 1500 ciklusa bez zamjene, mjed ne izdržati sličan životni vijek. Najprikladnija opcija je kombinirana vretena, koja ima povoljan omjer kvalitete cijena.
- Dizajn rezača mora biti sklopiv, održavanje se vrši za produljenje vijek trajanja. Materijalni usnik - bakar.

Potrebno je obratiti pozornost na dostupnost kompleta za popravak, rezervnih dijelova za rezač. Ako nema slobodne prodaje, mogu postojati problemi prilikom popravka popravka.
Kako koristiti kisik propan cutter
Funkcioniranje rezača propana - zahtijeva usklađenost s određenim pravilima. Prije korištenja opreme s kisikom, propan rezač, važno je upoznati se sa sljedećim zahtjevima:
- Sukladnost s sigurnosnom opremom nije zanemarena, važno je primijeniti zaštitnu masku ili specijalizirane naočale. Također, odjeća operatera mora biti izrađena od vatrostalnog materijala.
- Plamen iz rezača treba ispuštati iz crijeva za dovod plina na suprotnoj strani.
- Mjesto cilindara s plinovima nije dopušteno na udaljenosti od pet metara u blizini mjesta izravnog rada.
- Disekcija se vrši na otvorenom ili u zatvorenom prostoru s dobrom ventilacijom.
Dugoročna jednostavna oprema zahtijeva prevenciju prije nastavka rada. Prije početka testa, crijevo propana se odspojeno, tlak plina se isporučuje. Injektor se provjerava s prstom u rupu ako dođe do usisavanja, to znači da je oprema u dobrom stanju.





