Baze za rezanje metala: inverter, plazma, plin
Rezanje metala s zavarivanjem do određenog vremena aktivno je korišteno kao glavna metoda obrade metalnih konstrukcija kod kuće. Rezultirajući rez nije se odvajao ljepotom, tako da je uporaba brusilice bila vidljivo zavarena. Do dokazane godine, metoda se još uvijek pribjegava, njegove sposobnosti proširene su korištenjem nove opreme.
Uz zavarivanje, metalni rez u sljedećim slučajevima:
- u terenskim uvjetima, kada nema izvora električne energije,
- pojavljuje se, potrebno je odrezati vrlo gustu metal,
- kada rezanje trebate dobiti komad složenog oblika,
- potrebno je odrezati metal na teško mjesto.
Zavarivanje se odnosi na univerzalne procese, koji se mogu koristiti i za povezivanje i podijelite dijelove u dijelove. Najviše primjenjuje kod kuće sljedećih verzija opreme za rezanje metala:
- luk (inverter),
- plinski rezač
- plasmorez.
U ovom članku detaljno ćemo razgovarati o značajkama, tehnologijama i osnovnim načelima metalnog rezanja s pretvaračem za zavarivanje, plinom za rezanje metala s kisikom i propanom i plazmom rezanje metala. Nakon proučavanja osnovnih načela rada s različitim vrstama opreme, možete provesti rezanje metala vlastitim rukama.
Rezanje luka
Prilikom obuke osnove zavarivanja, pridošlica se najviše boji spaljivanja metala i potpuno uništiti vezu. Prilikom rezanja metala, cilj zavarivača gori, rezanje metala.
Kako bi se metal odrezao luk za zavarivanje, potrebno ga je zagrijati do točke taljenja i ukloniti rastaljeni metal iz zone zavarivanja. Uklanjanje se izvodi pod vlastitim težinom rastaljenog metala, zbog tlaka s račve strane ili protoka zraka koji se isporučuje na zonu zavarivanja.
Takve elektrode koriste se za rezanje metala:
- metalik obloženi
- ugljikoc,
- cjevasti,
- volfram.
Ova metoda je odrezala čelika, uključujući legirane, obojene metale i legure.
Nedostaci uključuju nisku kvalitetu, neravni rubovi, prisutnost razmjera. Stoga, ako metal u budućnosti ide stvoriti strukture, rubovi se moraju dodatno obraditi, na primjer, čistiti.
Rezanje se provodi na istoj opremi kao zavarivanje, u svim prostornim položajima. Kao oprema kod kuće, prethodno se koristi transformator ili ispravljač, sada se najčešće koristi inverter.
Osnove rezanja luka
Kako bi se odrezao metalni luk postavio struju struje za 30-40% više nego kod zavarivanja. Oni osvjetljavaju snažan luk na gornjem rubu metala i produbljuju, dok rezaju rub.
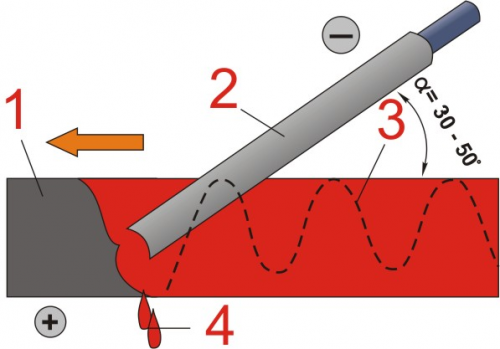
Rezanje metala s pretvaračem za zavarivanje
Za rezanje je odabrana elektroda malog promjera, ali struja, naprotiv, pokazuje više nego što je potrebno za zavarivanje. Na primjer, promjer elektrode je 2,5 mm, ugrađen je 140a.
Osvijetlite luk i ostavite elektrodu na jednom mjestu. Pokušavate zadržati luk da se produbi, bez obzira na to kako je metal živio.
Ako je ploča postavljena okomito, rastaljeni metal će se lagano vući. S horizontalnim rezanjem metala, pretvarač za zavarivanje će se sakupiti na dnu ploče.
Kako bi se osiguralo najbolje toplinsko grijanje, apsorbira se ravan polaritet. U tom slučaju, metal se duboko zagrijava, ali rez je dobiven uska.
Video prikazuje koje su mogućnosti otvorene kada se primijeni rezanje luka. Ploča na 10 - 20 mm debela je izrezana doslovno za nekoliko minuta s lakoćom i lijepom.
Rezač za rezanje plina
Donedavno je rezač metalnog plina ostao glavni postupak metalne pregrade, pogotovo ako je bilo potrebno za izvođenje oštrog kruga, kako bi se rušilo rub ili dobila rupu. Prednost je u tome što nema potrebe za radom u izvoru električne energije.
Rezanje metala s plinskim rezačem se izvodi na sljedeći način: mješavina kisika s zapaljivim plinom, dobivena baklja zagrijava metal u zoni rezanja do temperature izgaranja, ne manje od 12000c. Hraniti mlaz kisika.

Metal Flamifies i ispadne crte izreze. Najčešće za rezanje koristi kisik u smjesi s propanom. Rezanje plina se tretira s čelikom, i ugljičnim i legiranim legurom titana.
Napuštanje metala na mješavinu propana i kisika
Prije rada, metal se priprema: pročišćena prljavština, mast, skala, hrđa.
Oprema za rezanje plina
Potrebno je manje vještina za izvođenje rezanja plina nego kod zavarivanja, jer nema potrebe osigurati nepropusnost veze. Oprema će zahtijevati rezač plina, cilindre kisika i propan.

Svaki cilindar ima reduktor za reguliranje tlaka. Plin iz cilindra do reduktora se opskrbljuje visokim tlakom.
Prije početka rada, crijeva će raznijeti čišćenje od prljavštine. Sva crijeva su pregledana, povezanost s mjenjačem, sve odvojive veze se provjeravaju na nepropusnost.
Provjerite stanje samog rizika i pročišćena kisikom. Za to je cilindar s kisikom spojen na mjesto vezivanja crijeva kisika. Balon s zapaljivim plinom nije spojen. Instalirajte na mjenjač 5 i otvorite oba ventila na rezaču. Vožnja prstom na drugi komad može se primijetiti da li postoji slijepih. Svojom odsustvom, kanali za rezanje moraju biti zahvaćeni.
Radna procedura
Rezanje plina se izvodi, izdržati omjer: 10 dijelova kisika po 1 dijelu plina. Stoga su instalirani na mjenjaču za plin 0,5 ati, i na mjenjaču kisika 5 ati.
Za početak, lagano otvoren opskrba propana i plin se zapali. Mlaznica se odmara na metalu i kisik je čvrsto počeo. Uz pomoć rotacije ventila možete podesiti flamber vrijednost i dobiti potreban plamen za rad. Pretpostavlja se da je deblji metal rezani, što je veći plamen trebao biti, za koji je potrebno veliko snabdijevanje plinom i kisikom.
Pažnja: Plamen je podesiv pomoću tlaka regulirajućeg kisika, a ne rezanja.
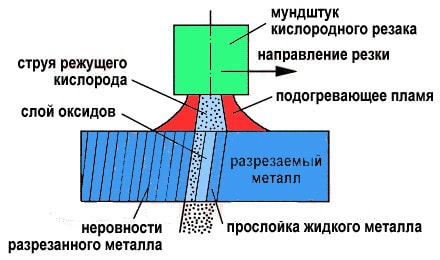 Parni plamen je napravljen na metalu na mjestu gdje je potrebno izvesti rez, izdržati udaljenost između mlaznice i metala u 5 mm. Pod djelovanjem plamena, metal se zagrijava na željenu temperaturu. To se događa brzo, nekoliko sekundi za 10. promatranje procesa obavijest da u tom trenutku metal kao što postaje mokar. Samo će metal ignorirati, odmah uključuje rezanje kisika.
Parni plamen je napravljen na metalu na mjestu gdje je potrebno izvesti rez, izdržati udaljenost između mlaznice i metala u 5 mm. Pod djelovanjem plamena, metal se zagrijava na željenu temperaturu. To se događa brzo, nekoliko sekundi za 10. promatranje procesa obavijest da u tom trenutku metal kao što postaje mokar. Samo će metal ignorirati, odmah uključuje rezanje kisika.
Kako bi se izbjeglo obrnuti udarac plamena koji može biti popraćen pamukom, postupno uključuje rezanje kisika.
U ovom slučaju, sam kisik će osvijetliti čim dodiruje vruću metalnu površinu. Video prikazuje kako korištenje rezanja plina možete izrezati oblike najsloženijeg oblika.
Kvaliteta rezanja utječe brzina zavarivanja. Kontrolna brzina koja se fokusira na iskre u zoni rezanja. Ako su iskre ispred, to znači da je brzina nedovoljna. Pri velikoj brzini, iskre su iza rezača, u ovom slučaju je teško kvalitetno odrezati praznine.
Da bi se izvršila rupa, mjesto se zagrijava na željenu temperaturu, a da se dobije rezanje kisika. Metalno zapaljivo. Rezač se hrani u metalnu zonu i rupa čini sebe.
Rezanje metala s plazmom ili plazmorezom
O mogućnostima plazme torusa dobro je rečeno u videu. Nakon pregleda videozapisa, svakako ćete želite imati tako divnu opremu na farmi, čak i unatoč velikoj cijeni.
Rezanje metala nastaje pod djelovanjem energije u plazmi. Ispada kako slijedi. Kada se pritisne gumb za paljenje, u plaštu se formira a luk za zavarivanje. Komprimirani zrak prolazi kroz njega, ionizirano, a plazma se povlači kroz mlaznicu pri velikoj brzini. Plazma ima temperaturu od preko 10 tisuća stupnjeva i brzinu od dvije puta brzine zvuka. Ova energija je dovoljna da se metal topi i čak ispari.
 Operator donosi Plasmorez na mjesto gdje je potrebno za izrezivanje i metal počinje topiti. Brzina ručnog pokreta trebala bi osigurati rezanje metala. Parametri za rezanje Postoje struja čvrstoća i tlak zraka.
Operator donosi Plasmorez na mjesto gdje je potrebno za izrezivanje i metal počinje topiti. Brzina ručnog pokreta trebala bi osigurati rezanje metala. Parametri za rezanje Postoje struja čvrstoća i tlak zraka.
Pojedinosti o tome kako se u plazmi dobiva i rezač je dobro prikazan u videozapisu.
S pogrešnim odabranim parametrima na rubu može se formirati skalu. Nakon završetka reza odmah se isključuje za napajanje komprimiranog zraka. Poslužuje se neko vrijeme da se ohladi metal.
Plemore tehnologija
Prije početka rada, rubovi se čiste, uklanjaju onečišćenje i hrđu od njih.
Operacije rezanja plazme bilo kojeg metalnog pokretanja s instalacijom trenutne snage. Načelo je jednostavno: struja se izračunava ovisno o debljini metala. Količina trenutne sile, koja je potrebna za rezanje debljine metala od 1 mm, množe se s debljinom metala koja se izreže. Ako je potrebno smanjiti čelik od 25 mm, morate se pomnožiti na 4A (struja potrebna za rezanje 1 mm čelika ili lijevanog željeza). Ukupno na opremi Izložba 100a.

Brzina na kojoj je potrebno obaviti rezanje izravno utječe na kvalitetu rada, ali ovisi o vještini Carvera. Stručnjaci savjetuju u početnoj fazi performansi kako bi se usredotočili na prisutnost iskre na poleđini proizvoda. Ako nedostaju, metal se potpuno izrezuje potpuno.

Prije nego što se luk zapali pola minute, rezač je blokiran plinom kako bi se uklonilo prljavštinu i mogući kondenzat. Zatim, operater pritisne gumb paljenja na luku, gori 2 sek. Ako se ne formira rezni luk, postupak se ponovno ponavlja.
Ovisno o modelu, pristup je kontakt i beskontaktan:
- Kontakt zahtijeva kratki spoj. Čim je plazma izašla iz mlaznice između metala i elektrode, nastaje plazma luk i počinje proces rezanja.
- S beskontaktnim lukom zapalji između mlaznice i elektrode. Kada se mlaznica približi metalu, formira se radni luk.
Tijekom rezanja potrebno je održavati konstantnu duljinu luka. Ako se ne dobije s posebnim fokusom, ovaj parametar je uzdržavanje rezača, mora biti od 1,6 do 3 mm.
Kada radite, potrebno je zadržati mlaznicu metalu pod kutom od 900 ° C. Kako bi se smanjile deformacije na tankom metalu, plamenik se drži pod malim kutom. Tijekom rezanja obratite pažnju na metal ne penja se plamenik mlaznice.
Za detalje o radu plasmatrona pogledajte videozapis.
Uz pomoć razmatranih metoda rezanja možete odrezati metal iz najsloženije konture. Ova djela mogu ispuniti vlastite ruke, nakon malog teorijskog i praktičnog treninga. Glavna stvar je dostupnost opreme i srodnih materijala.





