Types de coupe-gaz et comment utiliser une coupe de propane + oxygène
Pour démanteler les structures métalliques, couper tout type de roulé devant l'usinage ou le soudage est nécessaire. Et si une feuille ou un profil de petite épaisseur peut être coupée par un outil mécanique (avec un lecteur manuel, électrique ou hydraulique). Ce travail avec des flans métalliques de grande épaisseur a besoin d'un coupe-gaz ou d'un argot professionnel - autogène.
Les conceptions de différents modèles d'un tel dispositif ne peuvent différer que de la taille ou des détails, mais le principe de chacun est identique.
Quelle que soit la taille de l'autogène et du type de mélange de gaz chauffant, la coupe se produit due à la combustion du métal dans le courant d'oxygène pur, injecté à travers la tête de la buse dans la zone de travail.
L'état principal et principal de la coupe de gaz - la température de combustion doit être inférieure au point de fusion. Sinon, le métal, ne pas avoir le temps de commencer à brûler, va fondre et troupera. Cette condition correspond à l'acier à faible teneur en carbone et aux métaux non ferreux et en fonte - non.
La plupart ne sont également pas nécessaires à la réduction des gaz - il existe des restrictions sur les doses maximales admissibles d'éléments d'alliage, de carbone et d'impuretés, avec dépassant le processus de combustion de métal dans l'oxygène devient instable ou généralement interrompue.
Le processus de coupe lui-même peut être décomposé en deux phases:
- Chauffer les pièces de zone limitées à une température à laquelle le métal commence à brûler. Et afin d'obtenir la torche de la flamme de réchauffement, une partie de l'oxygène technique dans une certaine proportion est mélangée à un gaz inflammable.
- La combustion (oxydation) du métal chauffé dans le jet d'oxygène et l'élimination des produits de combustion de la zone de coupe.
Si nous considérons la classification de seulement manuelles, les caractéristiques suivantes revêtent une importance fondamentale:
- la vue du carburant, de la puissance et du procédé d'obtention d'un mélange de gaz pour une flamme de réchauffement;
- classification des gaz de carburant: acétylène, propane-butane, méthane, universel, maf.
Kérosynoresa et animaux domestiques, bien qu'ils aient le même rendez-vous concernent des fraises de carburant liquides.
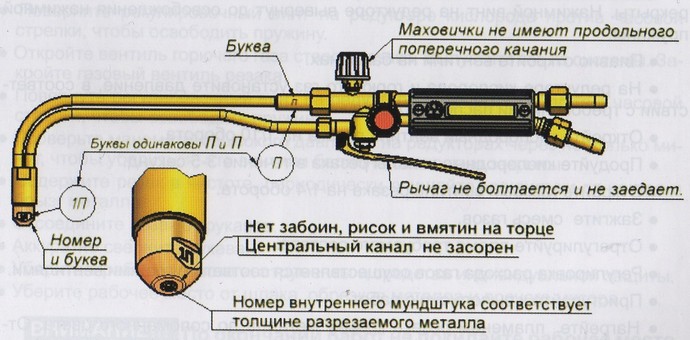
- Par puissance: petite (épaisseur de coupe en métal de 3 à 100 mm) - Marquage P1, moyenne (jusqu'à 200 mm) - P2, haute (jusqu'à 300 mm) - P3. Il y a des échantillons avec une épaisseur de coupe accrue - jusqu'à 500 mm.
- Par une méthode de production d'un gaz de carburant: injecteur et non-adjection.
Et si la première caractéristique n'affecte que la température de la flamme de réchauffement, et que la puissance est sur l'épaisseur maximale du métal, le troisième signe est déterminé par la conception de la coupe.
Conception
1. L'injection ou les deux tuyaux, le cutter de gaz est le type de conception le plus courant. L'oxygène technique dans le cutter est divisé en deux ruisseaux.
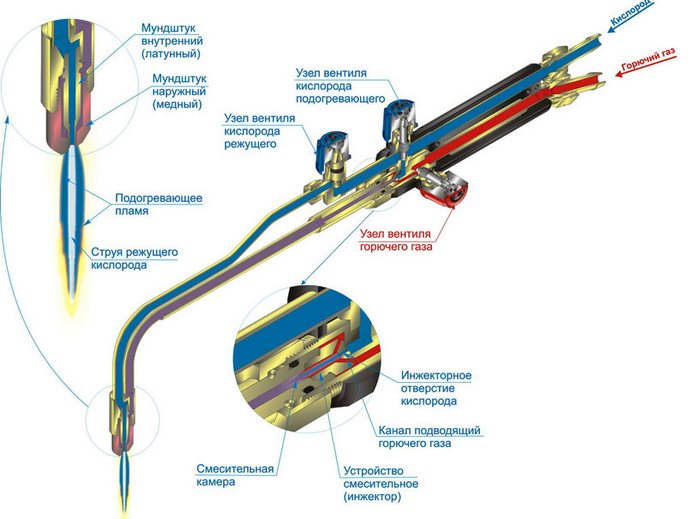
Une partie du flux sur le tube supérieur se déplace dans la tête de pointe et avec des feuilles à grande vitesse à travers la buse centrale de l'embout intérieure. Cette partie de la conception est responsable de la phase de coupe du processus. La vanne de réglage ou la vanne de levier est livrée au-delà du boîtier.
L'autre partie entre dans l'injecteur. Le principe est que le gaz injecté (oxygène), laissant la chambre de mélange sous haute pression et à grande vitesse, crée une zone de vide et à travers les trous périphériques les tirettes de gaz combustibles (éjectées). En raison du mélange, les vitesses sont égalisées et l'écoulement du mélange de gaz est formé à la sortie de la chambre à une vitesse que celle de l'oxygène injecté, mais supérieure à celle du gaz combustible éjecté.
Ensuite, le mélange de gaz se déplace le long du tube inférieur sur la tête de pointe, il s'échappe à travers les buses entre l'embout interne et externe et forme la torche de la flamme de réchauffement. Chaque canal a sa propre vanne sur le boîtier, qui est régulée par l'alimentation en oxygène et le gaz combustible dans l'injecteur.
2. Un coupeur non interbloqué ou à trois tuyaux a une conception plus complexe - le flux d'oxygène et le gaz sont à la tête sur des tubes séparés.
Le mélange du mélange chauffant se produit à l'intérieur de la tête. Mais c'est l'absence d'une chambre de mélange qui fournit un niveau de sécurité plus élevé, ne crée pas de conditions "impact inverse" (la propagation des gaz brûlants dans les canaux de coupe et des tuyaux dans la direction opposée).
En plus d'une conception plus complexe et d'un prix élevé, un inconvénient d'un coupe-gaz à trois tuyaux, on croit que, pour son fonctionnement stable, il est nécessaire d'avoir une pression de gaz de carburant plus élevée (il n'y a aucun effet d'éjection et augmentant le débit taux).
Tailles et poids
Les dimensions du ganton d'injecteur manuel sont conçues par le gant-gant 5191-79 standard et dépendent de son pouvoir:
- p1 - jusqu'à 500 mm;
- p2 et P3 sont dans la plage de 580 mm. Mais produire des modèles "allongés" pour travailler dans des conditions particulières.
Il existe des limitations de poids pour chaque catégorie de puissance: 1,0 et 1,3 kg, respectivement, pour P1 et P2 / P3.
Le même GOST détermine que le type P3 est le coupe-propane de l'oxygène, et P1 et P2 peuvent fonctionner sur toute forme de gaz combustible.

Selon GOST, ils sont définis comme des conseils pour couper au brûleur de soudage. La différence de structure est que la séparation de l'oxygène et le mélange du mélange combustible se produit dans la pointe et il a beaucoup plus de tailles et de poids plus petits qu'un cutter. Donc, le poids de PB1 a une limite supérieure de 0,6 kg, et PV2 et PV3 - 0,7 kg.
Mais il est difficilement possible de nommer ce coupe-gaz sur le métal compact - dans l'ensemble de position de travail avec le corps du brûleur, sa taille et son poids ne seront pas inférieurs à ceux d'un outil spécialisé. L'avantage est que vous pouvez acheter un brûleur avec des embouts de différents types (soudage et coupe) et que tout le kit sera placé dans un petit cas. Ou acheter un brûleur existant d'un cutter plug-in.
Mais ici il y a une nuance. Le propane est beaucoup moins cher que l'acétylène. Par conséquent, le coût du fonctionnement du cutter d'acétylène sera nettement supérieur à celui de l'oxygène-propane. Et pour le soudage des métaux, le brûleur d'acétylène est préférable, dans lequel la température de la flamme est plus élevée à 300 à 400 que dans l'oxygène-propane (dans un brûleur purement propane, la température est inférieure à 2000 ° C).
La compacité de l'ensemble de l'ensemble de la coupe de gaz manuelle ne peut être fournie que par la capacité des cylindres avec des gaz.
Coupeurs à gaz portables
Récemment, vous pouvez voir des offres pour la vente de couteaux de gaz portables, qui sont une buse à un petit cylindre en pinceau avec du gaz.
Mais au moins ils sont positionnés comme des coupeurs, il s'agit en fait des brûleurs. La température de la flamme de la plupart d'entre elles ne dépasse pas 1300 ° C. Bien qu'il existe des couteaux portables «professionnels» avec une température de la torche de 2000-2500C (par exemple, KOVEA KT-2610 lorsque vous utilisez un mélange de gaz USAPApp US), et il est déjà proche de la température de la flamme de chauffage de l'oxygène -Propaane Cutter - 2700-2800C.

Mais dans tous les cas, il n'y a pas de composant de coupe principale pour créer les conditions de "brûlage" - le jet d'oxygène, en raison de laquelle l'oxydation métallique se produit.
Les couteaux portables comprennent des métaux de vie et des alliages: étain, aluminium, laiton, bronze, cuivre. Mais pour eux, nous ne parlons pas de couper, mais de fondre. Par conséquent, ils sont plus souvent utilisés pour sécuriser ou souder de petites pièces de métaux non ferreux (par exemple, lors de la réparation de climatiseurs et de réfrigérateurs), et peuvent être coupés avec un instrument électrique manuel.
Faire attention à un coupeur à gaz
Si "aller" des tuyaux à la tête est important comme suit:
- les mamelons du laiton servent plus longtemps que l'aluminium;
- le matériau de la poignée doit être en aluminium, la doublure en plastique est moins durable et peut "nager";
- les vannes doivent tourner avec un peu d'effort;
- diamètre recommandé de la poignée de la vanne à oxygène de coupe - pas moins de 40 mm;
- les modèles de levier sont plus pratiques pour opérer et permettre le gaz;
- vannes de broche: de l'acier inoxydable - les plus fiables (jusqu'à 15 000 cycles) de laiton - échec rapidement (environ 500 cycles), combinées - ont des indicateurs «moyens»;
- matériau et tubes de boîtier - Acier inoxydable, laiton, cuivre;
- dans les couteaux d'acétylène, les pièces en contact avec le gaz combustible à la chambre de mélange ne doivent pas être faites de cuivre ou d'alliages avec son contenu au-dessus de 65%;
- la conception pliable vous permet de réparer la couteau, de nettoyer l'unité d'injection, des tubes de pointe;
- embouchoué extérieur uniquement de cuivre;
- l'embouchure interne de coupe-acétylène - cuivre, oxygène-propane - peut être en laiton;
- le modèle sélectionné du vendeur doit avoir des pièces de rechange et des consommables dans l'assortiment.
Comment utiliser un cutter oxygène-propane
Général:
- travailler avec le cutter devrait avoir lieu dans le masque du soudeur (ou des lunettes spéciales);
- vêtements et gants de travail recommandés avec des propriétés réfractaires (non combustibles);
- la flamme de l'autogène devrait regarder de côté vers les tuyaux d'alimentation et les tuyaux ne doivent pas interférer avec le travail de la carroute;
- les cylindres de gaz n'ont pas de plus près de cinq mètres au lieu de travail;
- la découpe du métal est effectuée à l'extérieur ou dans une pièce bien ventilée.
Après une longue pause ou lorsque vous démarrez d'abord un nouveau cutter d'injecteur, vous devez vous assurer que les canaux sont «propres» et l'oxygène de l'injecteur crée le niveau requis de l'alimentation en gaz de pulvérisation.
Au début, avec une vanne fermée sur un couteau et sur des cylindres avec un couteau, un tuyau avec propane est enlevé. Ensuite, sur un cylindre avec de l'oxygène, la pression de service est installée et la vanne de chauffage de l'oxygène et du gaz est ouverte sur la couteau. Une inspection de la performance de l'injecteur est vérifiée en appliquant un doigt sur le gaz de carburant de mamelon - l'aspiration de l'air doit être ressentie dans le trou du mamelon.





