Coupeur d'oxygène-propane
Le processus de démantèlement des structures métalliques nécessitera l'utilisation d'un outil spécialisé. La pièce de pièces de pièces est effectuée en coupe, car elle est utilisée pour diffuser le métal comme une installation de gaz de type propane - oxygène et d'autres dispositifs. Pour la manipulation des structures de petite épaisseur, les dispositifs mécaniques sont appropriés, des feuilles épaisses sont traitées par un coupe-gaz. Le principe de fonctionnement de l'installation est le même, quel que soit la conception. Comment profiter du mécanisme, décrivez diverses spécifications, il est nécessaire de respecter les exigences de sécurité, d'autres fonctionnalités.
Principe de fonctionnement et de types
Le principe de fonctionnement est basé sur l'alimentation d'un jet d'oxygène avec une vue propre, à travers une buse de coupe-gaz. Quelles que soient les caractéristiques structurelles de l'autogène, l'exécution se produit en raison de la combustion du métal sous l'influence du milieu approprié - oxygène. L'exigence de base pour l'utilisation du dispositif - la température de combustion doit être supérieure à celle de la fonte, sinon le matériau va fondre et drain, qui interfère avec un travail de haute qualité.
La plupart des alliages d'acier n'affectent pas la fraise du propane d'oxygène, en raison de la limite de la part maximale des impuretés dopées. La présence de carbone dans la composition de l'élément peut entraîner une opération instable ou arrêter le processus. L'impact sur le métal se produit en plusieurs étapes:
- La température augmente au niveau de la façon dont l'acier commence à brûler. Pour obtenir la torche de flamme souhaitée, l'ozone est mélangée à un mélange de carburant, qui constitue des proportions nécessaires.
- Après chauffage, la zone survient à la fois d'oxydation de l'acier chauffant du milieu oxygène et de la libération de matériaux du site de traitement.
La classification des couteaux manuels est divisée en plusieurs paramètres en fonction du type de travail. Caractéristiques principales:
- une variété de gaz combustibles, méthane est utilisé, propane - butane, acétylène et autres;
- pouvoir, le paramètre d'obtention d'un mélange pour chauffage;
- la conception de la buse agissant sur la production de gaz est utilisée à la fois des installations d'injecteur et sans injection.

Le pouvoir est divisé en plusieurs espèces, de petit à un degré élevé de coupe de la matière. À basse puissance, des éléments d'une épaisseur de 3 à 100 mm d'épaisseur, le type moyen de réglages est possible pour couper les matériaux d'une épaisseur pouvant atteindre 200 mm, hautes-300 mm. Il existe des variétés capables de traiter un produit d'une épaisseur pouvant atteindre 500 mm, de telles installations sont utilisées à la fois par l'industrie et les conditions du ménage. Certains composants dépendent non seulement de la puissance, mais également de la conception du cutter de gaz.
Conception
Le type de dispositif le plus courant utilisé dans le traitement des structures d'acier est un coupe-injection à deux tuyaux. Le mélange combustible est divisé en plusieurs flux, ce qui vous permet de régler la puissance de la flamme lorsque vous travaillez. Le mécanisme de réglage est situé sur la partie extérieure du boîtier, il existe des dispositifs de type levier.
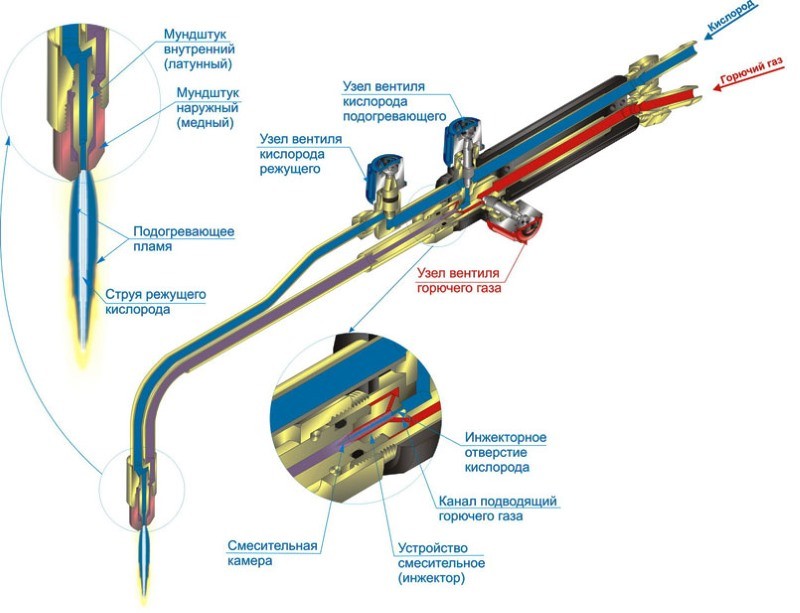
Le débit traverse le tube sur la pointe à travers la tête, la libération survient à grande vitesse à travers la buse centrale. L'embout buccal est responsable de la fonctionnalité principale de la couteau, de la partie de coupe du processus. Une partie du gaz est traduite dans l'injecteur, qui laissant à haute pression, crée une décharge, connectant ainsi un mélange combustible. Le processus de mélange a défini l'alignement du débit, qui est effectué.
La formation du mélange est effectuée par la tête de la pointe, qui frappe le tube inférieur. La torche est formée entre l'extérieur, l'embout intérieure, la conséquence de la formation d'un mélange combustible. Le système à deux canaux est équipé de vannes ajustables permettant d'ajuster l'alimentation de l'oxygène et du gaz auxiliaire à l'injecteur.
La conception sans type d'injection est plus complexe, comme pour deux flux d'oxygène et séparément pour le gaz, il y a des tubes. Le mélange de composition combustible se produit directement à l'intérieur de la tête, cette conception est considérée comme des effets plus sécurisés. Pour effectuer des actions, une offre de pression plus élevée d'oxygène et de gaz combustibles sera nécessaire.
La taille des couteaux est fixée par les normes GOST, pour la production avec de petites pièces, les modèles P1 sont utilisés avec un total de 50 cm de plus de 50 cm. Des conceptions plus puissantes sont produites plus longtemps, il existe des structures étendues spécifiques conçues pour effectuer des tâches. avec un accès difficile au lieu de coupe.
Avantages et inconvénients
Le brûleur à gaz est conçu pour disséquer les produits dans des conditions de production, avec une grande quantité de tâches. Avant d'appliquer l'appareil, il est important de comprendre quelle clé comporte une coupe en métal avec le propane et l'oxygène a:
- Le mécanisme d'action est pratique lors de la performance des lignes curvilignes de coupe coupées. L'alimentation stable nous permet de diviser les produits métalliques de diverses épaisseurs. Dans des situations où il est impossible d'utiliser un outil, tel qu'une machine d'angle, un brûleur à gaz est utilisé. La tâche de faire un produit rond ou une ouverture sourd est effectuée par un brûleur à gaz, sans nécessiter des efforts particuliers.
- Le cutter à gaz présente un avantage contrairement aux modèles d'essence. En plus du poids faible, le mécanisme ne constitue pas une augmentation du bruit lors de la fonctionnement, ainsi que du compact.
- L'utilisation d'un appareil sur la base des effets du gaz combustibles vous permet d'accélérer l'exécution est doublement, ce qui n'est pas sous la puissance des instruments mécaniques.
- Le propane, comme le gaz dans un état liquide, se distingue par un prix bas. Par conséquent, il est utilisé non seulement dans le traitement des produits dans les besoins de la production, mais également en élimination des actions en métal et autres.
- L'utilisation du propane en tant que mélange combustible vous permet d'effectuer une coupe de haute qualité. La coupe est réalisée par étroit sauf, qui est le principal facteur de travail de qualité.
Les inconvénients peuvent être notés que certains matériaux ne peuvent pas être traités avec un coupe-propane, par exemple du fer de fonte et de l'acier à haute alliage.
Caractéristiques d'utilisation
Les matériaux en acier avec une teneur élevée en carbone ne sont pas recommandés pour couper un dispositif de gaz. La raison est le point de fusion élevé près du paramètre de mise au point. Au lieu de l'échelle émise par l'exposition de la buse, le matériau est réagi avec les bords des bords, dont l'oxygène est arrêté, la connexion ne peut pas être traitée.
Travailler avec la fonte peut causer des difficultés, telles que la présence de graphite, la forme de grain. De plus, la coupe de gaz n'est pas utilisée par le propane, en cas de traitement de cuivre, d'aluminium, d'autres aciers fondus facilement.
Équipement nécessaire
Pour effectuer diverses tâches de traitement de l'acier, il est nécessaire de préparer des équipements fournis par des outils appropriés. L'opération est faite en utilisant:
- cylindres à l'oxygène et au propane;
- outil de dissection;
- embouchure d'une certaine taille;
- tuyaux.
La technique de sécurité est due à la présence d'une vanne de réglage sur chaque cylindre. Le cylindre de propane a un fil de fil inversé, par conséquent, l'installation d'une boîte de vitesses supplémentaire n'est pas possible. L'équipement a des conceptions similaires, à la maison et à la production. Avant de produire du métal coupé, il est nécessaire de vérifier les performances, la présence de tous les éléments de réglage.

L'arrivée de l'ozone est marquée d'un bleu, les vannes sont situées à la fois directement sur le cylindre et sur la couteau. Le flux de propane est marqué comme toutes les autres substances gazeuses et explosives, rouge ou jaune.
Après avoir connecté le cutter, le processus commence à laquelle l'oxygène et le propane fusionnent dans la chambre de mélange, à la suite de laquelle le mélange combustible est formé. La conception prévoit le changement d'agrégats, pour la réparation et la maintenance planifiés, en cas de défaillance de l'un des nœuds, il est possible de le remplacer, continuez de fonctionner. L'embout buccal est sélectionné en fonction du type de tâches produites, dispose de diverses lectures et diffère par des chiffres.
Coupe de nuances
Le processus de dissection permet de contrôler la vitesse, la sélection du paramètre se produit visuellement, dépend du nombre d'étincelles et de leur inconvénient. Un courant d'étincelles formé par le processus de coupe doit être formé à un angle de 90 ° par rapport à la surface. La vitesse est réglable si le débit change la direction, dans ce cas, la vitesse est faible, nécessite le réglage.
L'épaisseur de la structure affecte le processus, dans le cas d'une feuille traitée, une épaisseur de plus de 6 cm, elle doit être placée à un angle faible pour couler le laitier. Lors du traitement des produits épais, il est important de résister à l'angle d'inclinaison de plus de 15 °, de contrôler la vitesse. En cas d'arrêt de la dissection au milieu du chemin, le processus n'est pas renouvelé à ce stade et il faut en premier. Pour éviter les modifications lorsque des actions avec un produit épais, il est nécessaire de maintenir la couteau de manière à ce que le métal soit traité dans tout le périmètre.

Après avoir terminé la coupe de l'acier, l'alimentation en gaz de coupe est désactivée. Ensuite, la vanne se chevauche sur le cylindre, la dernière file d'attente est fermée avec un mélange de carburant.
Coupe de surface et bouclée
Le processus de création d'un soulagement sur la surface métallique est effectué de plusieurs autres voies. La découpe est effectuée par une buse et le laitier fondu, chauffe la partie inférieure du produit. Le chauffage est effectué à une température qui ne dépasse pas l'allumage du matériau.
L'ouverture de l'oxygène de coupe fournira une certaine section de la combustion du matériau, produisant ainsi un bord propre et la ligne de coupe.
L'action est effectuée selon un angle allant jusqu'à 80 °, après l'alimentation en gaz, la coupe se déplace vers les angles de 18 à 45 °. La formation des rainures de la taille requise est effectuée en ajustant la vitesse. La taille plus grande de la rainure est obtenue comme un changement de l'angle de l'embout buccal et de ralentir la vitesse, ajustant le niveau d'oxygène. La largeur de la gorge varie en ajustant le débit du jet à travers la buse, le rapport de profondeur, la largeur de la gorge est égale à 1 à 6. La largeur a un objet préférentiel, car Il est possible de former un coucher de soleil sur la surface du produit.
Faire attention à un coupeur à gaz
La sélection d'un outil de haute qualité dépend directement du résultat. Si vous négligez certains paramètres, certaines propriétés de cutter sont perdues, les paramètres de sécurité sont réduits. Substances explosives au propane et à l'oxygène qui nécessitent du respect de certaines exigences pendant le fonctionnement:
- La poignée est effectuée à partir d'alliages d'aluminium, plastique est appliqué des outils moins chers, au fil du temps, la forme perd de la forme.
- Le mamelon en laiton durera plus longtemps la structure en aluminium, car elle a une plus grande ressource pour les difformités.
- La rotation de la vanne doit être faite avec un peu d'effort pour arrêter le processus en cas de situation non standard. La taille de la vanne recommandée est d'au moins 4 cm.
- Les broches les plus fiables sont en acier inoxydable, capable de résister à 1500 cycles sans remplacement, le laiton ne supporte pas une durée de vie similaire. L'option la plus appropriée concerne les broches combinées, ayant un rapport qualité-prix favorable.
- La conception de la cutter doit être pliée, la maintenance est faite pour étendre la durée de vie. Bouton de matériau - cuivre.

Il est nécessaire de faire attention à la disponibilité des kits de réparation, des pièces de rechange pour le cutter. S'il n'y a pas de ventes gratuites, il peut y avoir des problèmes lors de la réparation de la réparation.
Comment utiliser un coupe-propane oxygène
Le fonctionnement du cutter de propane - oxygène nécessite le respect de certaines règles. Avant d'utiliser l'équipement avec un cutter en oxygène, le propane, il est important de se familiariser avec les exigences suivantes:
- Le respect des équipements de sécurité n'est pas négligé, il est important d'appliquer un masque de protection ou des lunettes spécialisées. En outre, les vêtements de l'opérateur doivent être faits de matériel réfractaire.
- La flamme du cutter doit être déchargée des tuyaux d'alimentation en gaz par le côté opposé.
- L'emplacement des cylindres avec des gaz n'est pas autorisé à une distance de cinq mètres près du lieu de travail direct.
- La dissection est faite à l'air libre ou à l'intérieur avec une bonne ventilation.
L'équipement simple à long terme nécessite une prévention avant de reprendre le travail. Avant de commencer le test, le tuyau de propane est déconnecté, la pression de gaz est fournie. L'injecteur est vérifié avec un doigt dans le trou si une aspiration se produit, cela signifie que l'équipement est en bon état.





