Métal coupe-gaz: consommation d'oxygène et propane, technologie
Le moyen le plus courant d'effectuer une coupe de métal aujourd'hui est autogène, il s'appelle également de gaz ou d'oxygène. Son essence revient au fait que sous l'influence de la flamme de gaz, le métal chauffe et commence à fondre, et sous l'influence du jet d'oxygène, sa combustion se produit, faisant une rainure étroite.
L'acétylène, le propane-butane, naturel, le gaz de coke est utilisé comme chauffage.
La coupe des métaux peut être classée en fonction du résultat final souhaité:
- superficiel;
- séparation;
- couper la lance.
La coupe des gaz de surface s'applique dans des cas où il est nécessaire d'éliminer les couches métalliques pour former des fentes, des rainures et d'autres éléments structurels.
Les espèces de division prévoient la mise en oeuvre de la coupe de bout en bout, pour obtenir la quantité requise d'éléments métalliques, des pièces. Emprunter des métaux d'obtenir des trous profonds ou traversants est appelé une lance aiguë.
Processus technologique
En indépendance des types de coupe, la technologie d'exécution de ce processus sera la même. La combustion du gaz fournit une température de 1000 à 1300 ° C, il suffit de fondre l'acier massif. Au cours de cela, un puissant jet d'oxygène est fourni, ce qui réagit avec des molécules de métal en fusion, les oxyder.
En conséquence, la coupe est obtenue. L'oxygène est alimentée sous haute pression, elle atteint souvent 12 atmosphères, un tel jet même sans nourrir le feu peut couper la peau.
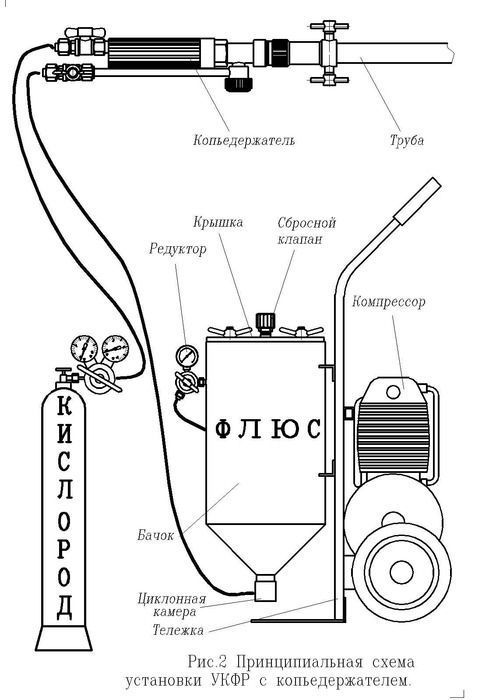
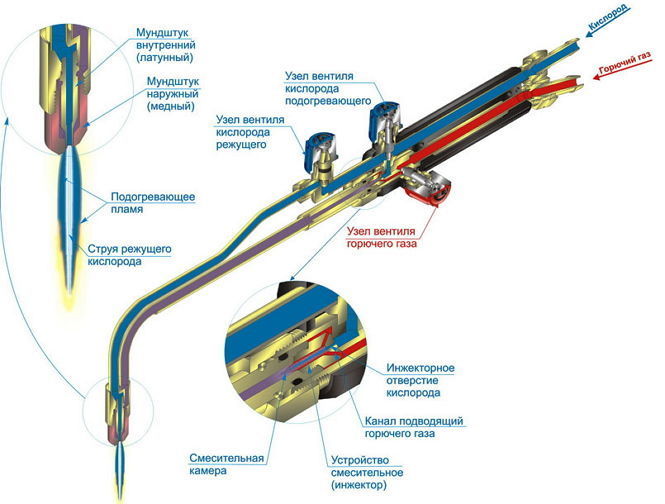
La structure de l'appareil de coupe est conçue de cette manière:
- brûleur à gaz;
- deux cylindres;
- mixer;
- régulateur de pression;
- tuyaux.
Le brûleur à gaz consiste en une tête avec plusieurs buses, principalement trois. À deux côtés, une substance carburant est alimentée, à travers la troisième, située au milieu, l'oxygène est fournie. Les cylindres sont destinés directement au gaz et à l'oxygène, en fonction des volumes du travail prévu, les cylindres correspondants sont sélectionnés.

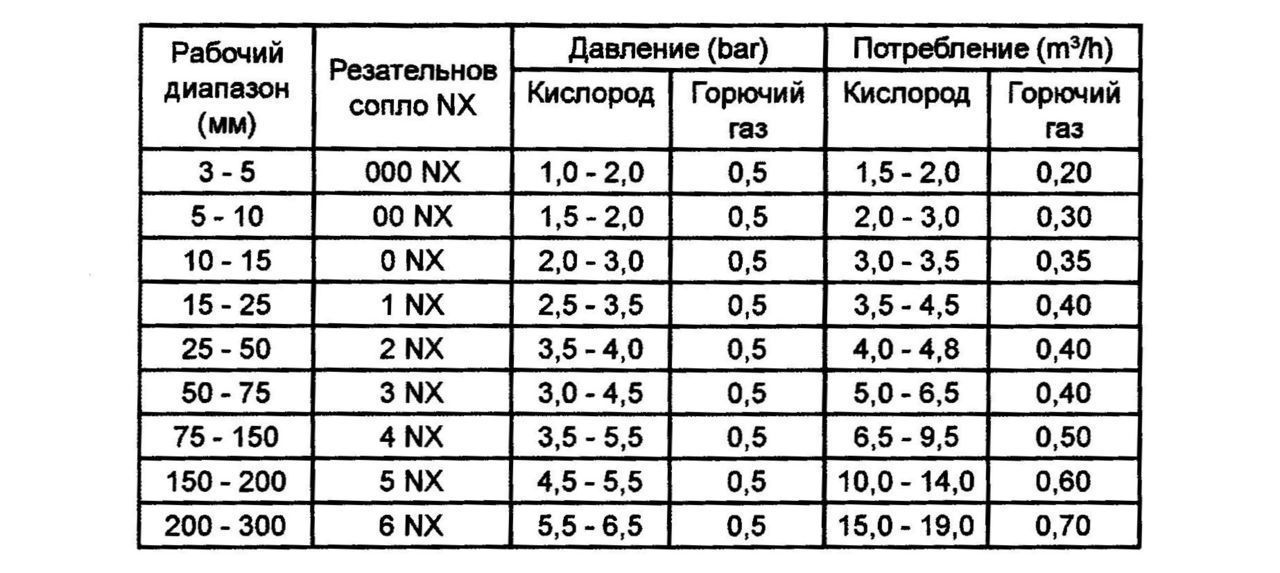
Pour assurer une heure de fonctionnement continu, une moyenne de 0,7 m 3 acétylène (1 m 3 de propane) et 10 m 3 oxygène seront consommés. En général, la quantité requise de matières premières dépendra de la densité du métal et de la température requise pour son chauffage. La consommation de propane réduite peut être due à des buses spéciales sur des buses, qui fixent l'alimentation en gaz dans une certaine direction, plus l'alimentation du jet d'oxygène, la consommation de carburant augmentera.
Les tuyaux sont nécessaires à la fourniture d'oxygène et de carburant à partir de cylindres dans le mélangeur, ils sont également appelés manchons. Le matériau à partir duquel les tuyaux sont fabriqués sont des pneus à deux couches, entre les couches du cadre, en filetage en coton. Diamètre - jusqu'à 12 mm, la possibilité de fonctionnement à la température de l'air n'est pas inférieure à -35 o C.
Le régulateur de pression est nécessaire pour fournir différents modes et vitesses de coupe. L'alimentation d'une quantité de carburant plus petite peut être munie d'une température basse, nécessaire à l'acier fin ou à un métal de faible résistance, ainsi que de réduire la consommation de matières premières.
Une autre fonction importante de la boîte de vitesses est de maintenir un niveau de pression uniforme. Si l'alimentation en gaz est interrompue pendant le processus de coupe, le métal refroidira rapidement et le traitement ultérieur deviendra impossible.
Coupe métallique avec propane et oxygène
Équipement nécessaire
 Cutter P101
Cutter P101 Le tout premier coupeur était le périphérique R1-01, il a été construit dans l'URSS, puis des modèles plus mis à niveau sont apparus - P2 et P3. Les appareils se distinguent par la taille des buses et la puissance de la boîte de vitesses. Paramètres manuels plus modernes:
- Changer;
- Quicky;
- Orbite;
- Secteur.
Ils se caractérisent par un ensemble de fonctionnalités et de performances supplémentaires.
Quicky peut effectuer une découpe bouclée, selon les dessins spécifiés, la vitesse de travail atteint 1000 mm par minute, l'épaisseur maximale admissible du métal à 100 mm. L'appareil dispose d'un ensemble de buses amovibles pour fournir des feuilles de métal ou des tuyaux d'épaisseur variées.
Cet appareil peut fonctionner en utilisant différents types de gaz combustibles, contrairement au prototype P1-01, qui ne fonctionne que sur l'acétylène.
Un coupe-secteur manuel a des caractéristiques plus améliorées par rapport aux homologues.

Avec elle, vous pouvez gérer le métal d'une épaisseur allant jusqu'à 300 mm, celles-ci sont munies de buses supplémentaires incluses dans le kit, elles sont amovibles et peuvent être achetées en outre, comme l'usure. Le secondaire peut produire les types de découpe suivants:
- figuré;
- directe
- bague;
- sous la vis.
La vitesse peut être réglée dans la plage de 100 1200 mm par minute et à l'aide du raccord de manche intégré, un mouvement en douceur d'une feuille métallique est fourni. Réducteur refroidi par air offre un travail plus propre et réduit la consommation de carburant.
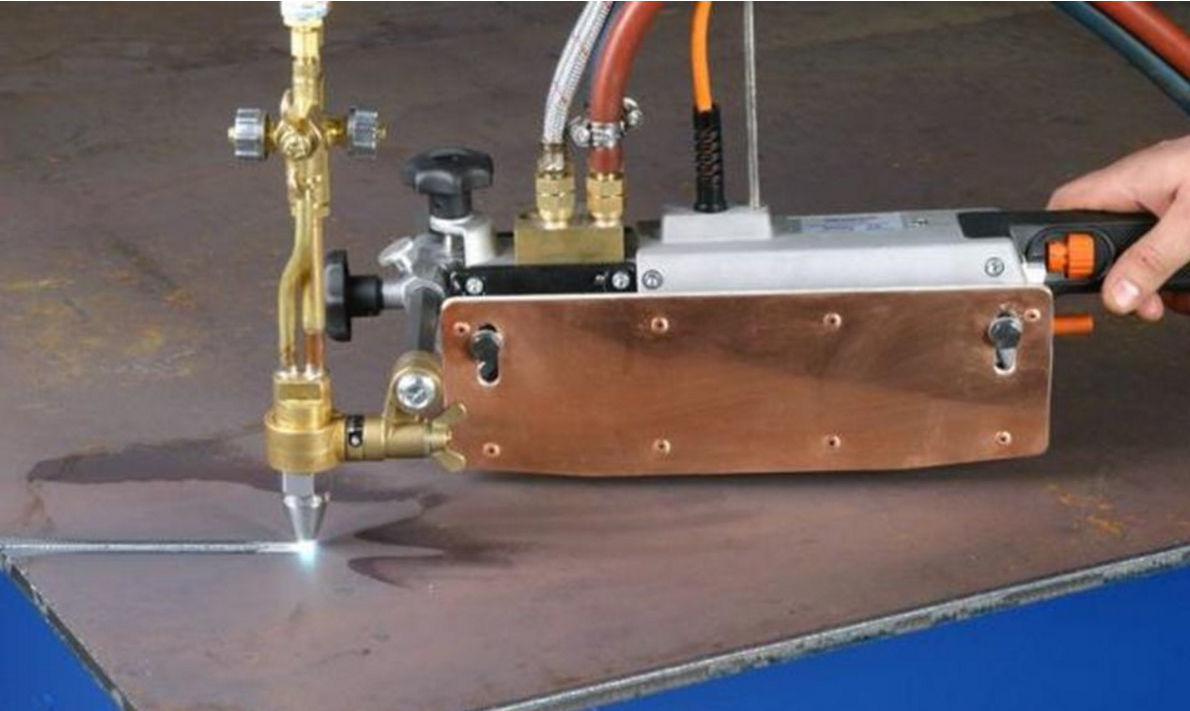
Les modèles ci-dessus appartiennent au manuel, c'est-à-dire qu'ils sont compacts, gérent à l'aide des mains de l'assistant. Mais pour de grands volumes du métal, travaillant avec tel
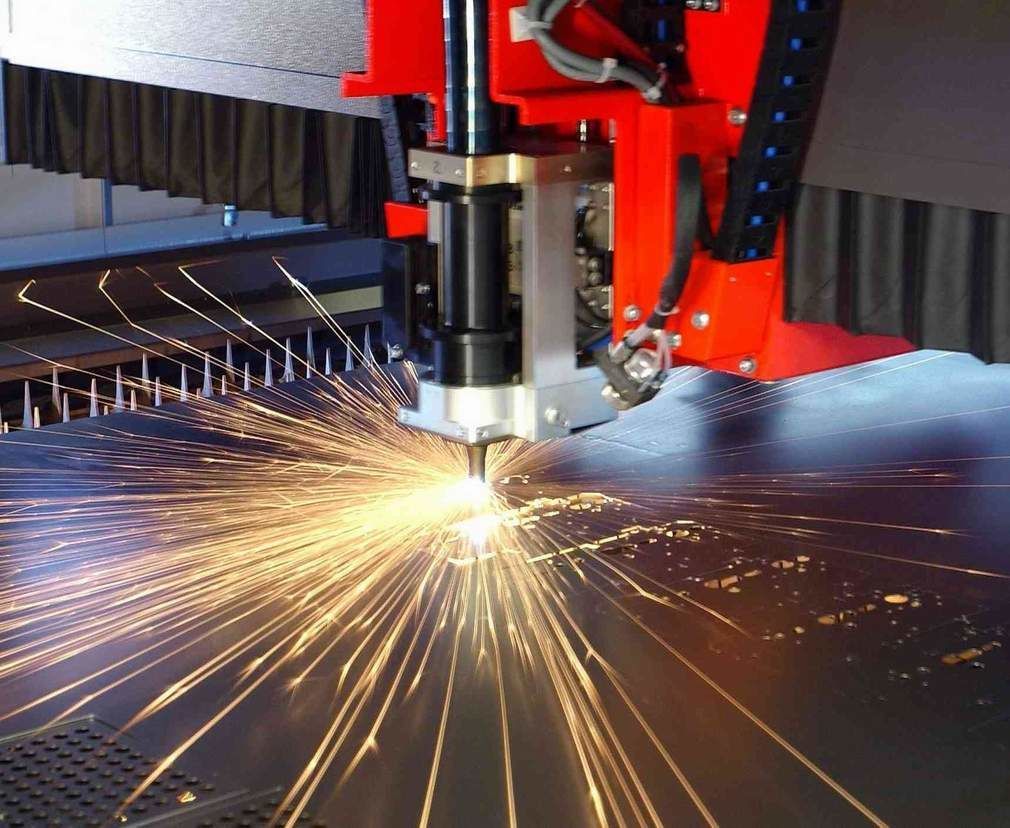
les installations sont gênantes et non efficaces. Pour la production industrielle, des installations de coupe stationnaires sont appliquées - c'est essentiellement la même technologie.
Ils sont une machine avec une table dans laquelle le mécanisme de coupe est construit. Son travail fournit de l'électricité
le compresseur pour lequel la grille de puissance est nécessaire à partir d'au moins 380 V et tripes triphasées. La technologie des modèles de travail d'installations de coupe stationnaires n'est rien, mais diffère du manuel. La différence n'est que dans la performance, la température de chauffage maximale et la capacité de traiter le métal, plus de 300 mm d'épaisseur.
Conditions de coupe des métaux
La coupe des gaz du métal ne sera effective que lorsque la température de l'allumage en métal est inférieure au point de fusion. Ces proportions sont observées dans des alliages à faible carbone, ils fondent à 1500 ° C et le processus d'inflammation se produit à 1300 ° C.
Pour un fonctionnement de haute qualité de l'installation, il est nécessaire de fournir une alimentation permanente de gaz, car l'oxygène nécessite une quantité constante de chaleur, qui est principalement maintenue (de 70%) due à la combustion du métal et seulement 30% fournit une flamme de gaz. S'il est arrêté, le métal cessera de produire de la chaleur et de l'oxygène ne sera pas en mesure d'effectuer des fonctions assignées.
Coupe-travail, entraînement de coupe en métal
La température maximale des couteaux de gaz manuels atteint 1300 ° C, il s'agit d'une valeur suffisante pour le traitement de la plupart des types de métal. Cependant, il existe ceux qui commencent à fondre à des températures très élevées, par exemple en aluminium d'oxyde - 2050 O c ( Il est presque trois fois plus que la température fondue en aluminium pur), acier à teneur en chrome - 2000 O c, nickel - 1985 O S.
Si le métal n'est pas suffisant et que le processus de fusion n'est pas démarré, l'oxygène ne sera pas en mesure d'injecter des oxydes réfractaires. L'inverse de cette situation, lorsque le métal a un faible point de fusion, sous l'influence du gaz brûlant, il peut simplement fondre, il est donc impossible d'utiliser cette méthode de coupe pour la fonte.
Technique de sécurité
La mise en œuvre de la coupe des métaux utilisant une installation de gaz est préférable de confier au spécialiste expérimenté, car avec un appel inexact, les conséquences peuvent être suffisamment tristes.
La sécurité implique les conditions suivantes:
- bonne ventilation à l'intérieur où le travail sera effectué;
- À une distance de 5 mètres, il ne devrait y avoir aucun cylindres avec du gaz et d'autres substances combustibles;
- les travaux doivent être effectués dans un masque de protection ou des lunettes spéciales, ainsi que dans des vêtements réfractaires;
- diriger la flamme est nécessaire dans la direction opposée de la source de gaz;
- les tuyaux dans le processus de fonctionnement de l'appareil ne peuvent pas être lancés, pour se produire sur eux, serrant leurs pieds;
- si une pause est terminée, la flamme au brûleur doit être entièrement remplie au brûleur et serrer les vannes à gaz des cylindres.
Le respect de ces conditions simples garantira des travaux sûrs et efficaces sur l'installation de gaz de coupe des métaux.
Vidéo: Coupe-travail, entraînement de coupe en métal





