Gaasi lõikurite tüübid ja kuidas kasutada lõikurit propaani + hapnikku
Metallkonstruktsioonide lammutamiseks, mis tahes rulli lõikamine mehaanilise või keevitamise ees. Ja kui lehte või väikese paksuse profiili saab lõigata mehaanilise tööriistaga (manuaalse, elektrilise või hüdraulilise draivi abil). See töö metalli toorikute suur paksus vajab gaasi lõikurit või professionaalne släng - autogen.
Sellise seadme erinevate mudelite kujundused võivad erineda ainult suuruse või mõned üksikasjad, kuid igaühe põhimõte on sama.
Sõltumata Autogeeni suurusest ja kütte tüüpi segu suurusest tekib lõikamine metalli põletamise tõttu puhta hapniku voolus, süstitud läbi düüsipea tööpiirkonda.
Gaasi lõikamise peamine ja peamine seisund - põlemistemperatuur peaks olema sulamistemperatuur väiksem. Vastasel juhul sulab metall, millel ei ole aega põletamise alustamiseks, sulab ja karja. See seisund vastab madala süsinikusisaldusega terasest ja värvilistest metallidest ja malmist - nr.
Enamik neist ei ole ka gaaside lõikamiseks, mis on piirangud, mis on piirangud legeerivate elementide, süsiniku ja lisandite maksimaalsete lubatud annuste kohta, ületades hapniku metalli põlemise protsessi ebastabiilseks või katkeb üldiselt.
Lõikamisprotsessi ise võib laguneda kaheks faasiks:
- Kuumutage piiratud tsooni osad temperatuurini, kus metall hakkab põletama. Ja selleks, et saada soojenemise leegi põleti, segatakse mõnda tehnilist hapnikku teatud osakaaluga süttiva gaasiga.
- Soojendusega metalli põletamine (oksüdeerimine) hapniku joa ja põlemissaaduste eemaldamist lõigatud tsoonist.
Kui me kaalume ainult käsitsi lõikurite klassifikatsiooni, on olulised:
- kütuse, võimsuse ja gaaside segu saamise seisukoht soojenemise leegi jaoks;
- kütuse gaasiklassifikatsioon: atsetüleen, propaan-butaan, metaan, universaalne, maf.
KEROSYNORESA ja lemmikloomad, kuigi neil on sama kohtumine seotud vedelate kütuselõikega.
- Võimsuse järgi: väike (metalli lõikamise paksus 3 kuni 100 mm) - märgistus P1, keskmine (kuni 200 mm) - P2, kõrge (kuni 300 mm) - P3. On proove suurema lõike paksusega - kuni 500 mm.
- Kütuseaasi valmistamise meetodiga: pihusti ja undendjetory.
Ja kui esimene omadus mõjutab ainult soojenemise leegi temperatuuri ja võimsus on metalli maksimaalne paksus, määratakse kolmas märk lõikuri disainiga.
Disain
1. Süstimine või kahe toru, gaasi lõikur on kõige tavalisem disainitüüp. Lõikri tehniline hapnik on jagatud kaheks ojaks.
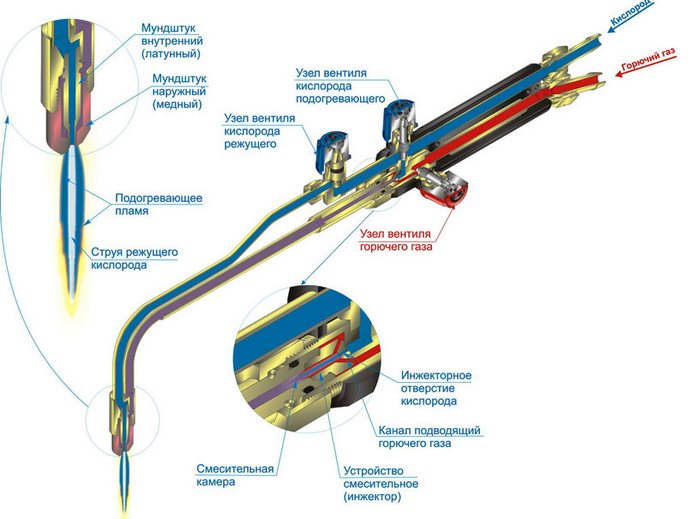
Mõned voolu toptoru liigub tipu peaga ja suure kiirusega lehed sisemise huuliku keskse otsiku kaudu. See projekteerimise osa vastutab protsessi lõikamisetapi eest. Reguleerimisventiili või hoovaventiili toimetatakse eluaseme kaugemale.
Teine osa siseneb pihusti. Põhimõte, mille kohaselt on see süstitav gaas (hapnik), jättes segamiskambri kõrgsurve ja suure kiirusega, loob vaakumtsooni ja läbi perifeerse aukude kaudu põleva (väljatõmbatud) gaasi tõmbab. Segu tõttu on kiirused võrdsustatud ja gaaside segu voolu moodustub kambri väljalaskeava kiirusega kui süstitud hapniku, kuid kõrgem kui väljatõmbava põleva gaasi.
Järgmisena liigub gaasisegu mööda alumist toru otsapeale, selgub läbi sisemise ja välise huuliku vaheliste düüside kaudu ning moodustab soojenemise leegi põleti. Igal kanalil on eluaseme oma ventiil, mida reguleerib hapnikuvarustuse ja põleva gaasi poolt.
2. Eesmanentbell või kolmetoru lõikuril on keerulisem disain - nii hapnikuvoog ja gaas tulevad peas eraldi torudel.
Küttegu segamine toimub pea sees. Kuid see on segamiskambri puudumine, mis tagab suurema turvalisuse taseme, ei tekita tingimusi "tagurpidi mõju" (põletavate gaaside levik lõikurkanalites ja torudes vastupidises suunas).
Lisaks keerulisemale disainile ja kõrgele hinnale, arvatakse, et kolme toru gaasi lõikuri puudus, arvatakse, et selle stabiilse töö jaoks on vaja suuremat kütuse gaasirõhku (väljatõmbamise mõju ja voolu suurendamine määr).
Suurused ja kaal
Mõõtmed käsitsi pihusti gaasi lõikuri kokku lepivad standard GOST 5191-79 ja sõltub selle võimsusest:
- p1 - kuni 500 mm;
- p2 ja P3 on vahemikus 580 mm. Kuid toota "pikliku" mudeleid eritingimustes töötamiseks.
Iga võimsuse kategooria Kategooria: 1,0 ja 1,3 kg, vastavalt P1 ja P2 / P3 jaoks.
Sama GOST määrab, et P3 tüüp on hapniku-propaani lõikur ja P1 ja P2 võivad töötada mis tahes vormis põleva gaasi.

Vastavalt Gostile on need defineeritud näpunäited keevituspõleti lõikamiseks. Struktuuri erinevus on see, et hapniku eraldamine ja põleva segu segamine toimub otsas ja sellel on palju väiksemaid suurusi ja kaalu kui lõikur. Seega on PB1 kaal ülempiir 0,6 kg ja PV2 ja PV3 - 0,7 kg.
Aga see on vaevalt võimalik nimetada see gaasi lõikur metallist kompaktne - tööasendisse montaaž koos kere põleti, selle suurus ja kaal ei ole väiksem kui spetsialiseerunud vahend. Eeliseks on ainult see, et saate osta põleti erinevate tüüpide näpunäitega (keevitamine ja lõikamine) ning kogu komplekt asetatakse väikese juhtumi. Või osta plug-sisse lõikuri olemasolev põleti.
Aga siin on üks nüanss. Propaan on palju odavam kui atsetüleen. Seetõttu on atsetüleenlõikuri töökulud oluliselt kõrgemad kui hapnikku propaan. Ja metallkeevituse jaoks on atsetüleenpõleti parem, milles leek temperatuur on 300-400 kõrgem kui hapniku propaanis (puhtalt propaanipõletis, temperatuur on väiksem kui 2000 ° C).
Kogu "postituse" kompaktsust käsitsi gaaside lõikamiseks võib anda ainult gaaside silindrite võimsusega.
Kaasaskantavad gaasilõikurid
Hiljuti näete pakkumisi kaasaskantavate gaasitsüklite müügi pakkumisi, mis on düüsiga gaasiga väikese kollilinder.
Kuid vähemalt nad on paigutatud lõikuritena, tegelikult on see põletid. Suurem osa neist taskulambi temperatuur ei ületa 1300 ° C. Kuigi on olemas "professionaalsed" colli kaasaskantavad lõikurid, mille taskulamp temperatuur on 2000-2500c (näiteks Pavea KT-2610, kui töötate MAPP US gaasiseguga) ja see on juba lähedal hapniku kuumutamise leegi temperatuuril -Propaan Cutter - 2700-2800c.

Kuid igal juhul ei ole peamist lõikekomponenti, et luua "põletamise" tingimused - hapniku jet, mille tõttu metalli oksüdeerumine toimub.
Kaasaskantavad lõikurite hulka kuuluvad Lifeline metall ja sulamid: tina, alumiinium, messing, pronks, vask. Aga neile ei räägime lõikamise, kuid sulatamise pärast. Seetõttu kasutatakse neid sagedamini väikeste osade kindlustamiseks või keevitamiseks värvilistest metallidest (näiteks kliimaseadmete ja külmikute parandamisel) ja seda saab lõigata manuaalse elektriseadmega.
Pöörama tähelepanu gaasilõikuri valimisel
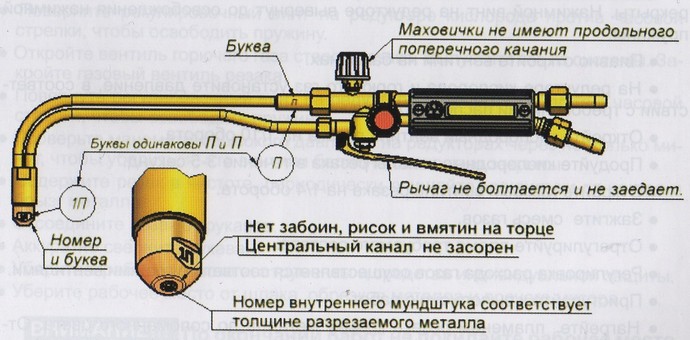
Kui "Go" voolikud pea pea on oluline järgmiselt:
- nibud messingist teenida kauem kui alumiinium;
- käepideme materjal peab olema alumiinium, plastik vooder on vähem vastupidav ja saab "ujuda";
- klapid peaksid pöörduma väheste pingutustega;
- soovitatav läbimõõt lõikamise hapniku klapi käepide - vähemalt 40 mm;
- hoova mudelid on mugavamad tegutseda ja võimaldada gaasi;
- spindli ventiilid: roostevabast terasest - kõige usaldusväärsem (kuni 15 000 tsüklit), alates messingist - kiiresti ebaõnnestub (umbes 500 tsüklit), kombineeritud - on "keskmised" näitajad;
- case materjali ja torud - roostevaba teras, messing, vask;
- atsetüleenlõikurides ei tohiks kokkupuutuvate gaasiga kokkupuutuvaid osi segamiskambrisse valmistada vasest või sulamitest, mille sisu on üle 65%;
- kokkupandav disain võimaldab teil lõikurit parandada, puhastada süstimisüksus, tip-torud;
- välimine huulik ainult vasest;
- atsetüleenlõikuri sisemine huulik - vask, hapnikupropaan - võib olla valmistatud messingist;
- müüja valitud mudelil peaks olema sortimendi varuosad ja tarbekaubad.
Kuidas kasutada hapniku-propaani lõikurit
Üldine:
- lõikajaga töötamine peaks toimuma keevitaja (või spetsiaalsete prillide) maskis;
- soovitatavad rõivad ja töökindad tulekindlate (mittesüttivate) omadustega;
- autogeeni leek peaks välja jätkama varude voolikute suunas ja voolikud ei tohiks sekkuda carveri töö;
- gaasiballoonid ei ole töökohas lähemal kui viis meetrit;
- metalli lõikamine viiakse läbi kas õues või hästi ventileeritud ruumis.
Pärast pikka vaheaega või uue süstija lõikuri esmakordsel käivitamisel peate veenduma, et kanalid on "puhtad" ja hapnikus on pihusti gaasivarustuse nõutava taseme.
Kõigepealt eemaldatakse suletud klappidega lõikur ja silindrid lõikuriga, propaani voolik. Seejärel on hapnikuga silindris paigaldatud töörõhk ja lõikuril avatakse kuumutamise hapniku ja gaasi ventiil. Inspektsiooni injektori jõudluse kontrollitakse, rakendades sõrmega nibu kütusegaasi - õhu vaakum olema tunda nibu auk.





