Oxygen-propaani lõikur
Metallkonstruktsioonide demonteerimise protsess nõuab spetsialiseeritud vahendi kasutamist. Osade toorik teostatakse lõikamise teel, selle kasutamisel kasutatakse metalli levitamiseks propaani - hapniku tüübi ja teiste seadmete gaasipaigaldisena. Väikeste paksuse struktuuride käitlemiseks on mehaanilised seadmed sobivad, paksud lehtedel töödeldakse gaasi lõikuriga. Paigaldamise põhimõte on sama, olenemata disainist. Kuidas mehhanismi nautida, kirjeldada erinevaid spetsifikatsioone, on vaja järgida turvanõudeid, muid funktsioone.
Kasutamise põhimõte ja tüübid
Operatsioonipõhimõte põhineb hapniku joate tarnimisel puhta vaatega gaasi lõikuri otsiku kaudu. Sõltumata konstruktsioonilistest omadustest Autogen, tekib täitmine tänu metalli põlemisele vastava hapniku söötme mõjul. Seadme kasutamise põhinõue - põlemistemperatuur peaks olema sulamistemperatuur suurem, vastasel juhul sulab materjal ja äravool, mis häirib kvaliteetset tööd.
Enamik terase sulamitest ei mõjuta hapniku propaani lõikuri, mis on tingitud dopeeritud lisandite maksimaalse osa piirmäära tõttu. Süsiniku olemasolu elemendi kompositsioonis võib põhjustada ebastabiilse töötamise või protsessi peatada. Mõju metallile esineb mitmes etapis:
- Temperatuur tõuseb tasemele, kuidas teras hakkab põletama. Soovitud leegi taskulambi saamiseks segatakse osoon kütuse seguga, mis on vajalikud proportsioonid.
- Pärast kuumutamist esineb tsoon hapniku söötme soojendusega terase oksüdeerimist ja materjalide vabanemist töötlemispaigast.
Käsitsi lõikurite klassifikatsioon on jagatud mitmeks parameetriteks sõltuvalt töö liigist. Peamised omadused:
- kasutatakse erinevaid süttivaid gaasi, metaani, propaani - butaan, atsetüleen jt;
- toite, parameetri segu kuumutamiseks;
- gaasi tootmises tegutseva düüsi konstruktsiooni kasutatakse nii pihustipaigaldiste kui ka süstimiseta.

Võimsus on jagatud mitmeks liigiks, alates väikestest ainetest. Väikesel võimsusel on paksusega 3 kuni 100 mm paksused esemed, keskmine seadete tüüp on võimalik materjale lõigata kuni 200 mm paksusega, kõrge - 300 mm. On sordid, mis suudavad ravida toodet kuni 500 mm paksusega, selliseid seadmeid kasutatakse nii tööstuse kui ka leibkondade tingimused. Mõned komponendid sõltuvad mitte ainult võimsusest, vaid ka gaasi lõikuri disainist.
Disain
Kõige levinum tüüpi seadme töötlemisel kasutatava teraskonstruktsioonide töötlemisel on kahetoidetud süstimise lõikur. Põletav segu jaguneb mitmeks voogudeks, mis võimaldab teil töötada leegi võimsust. Reguleerimismehhanism asub eluaseme välimises osas, on hoova-tüüpi seadmeid.
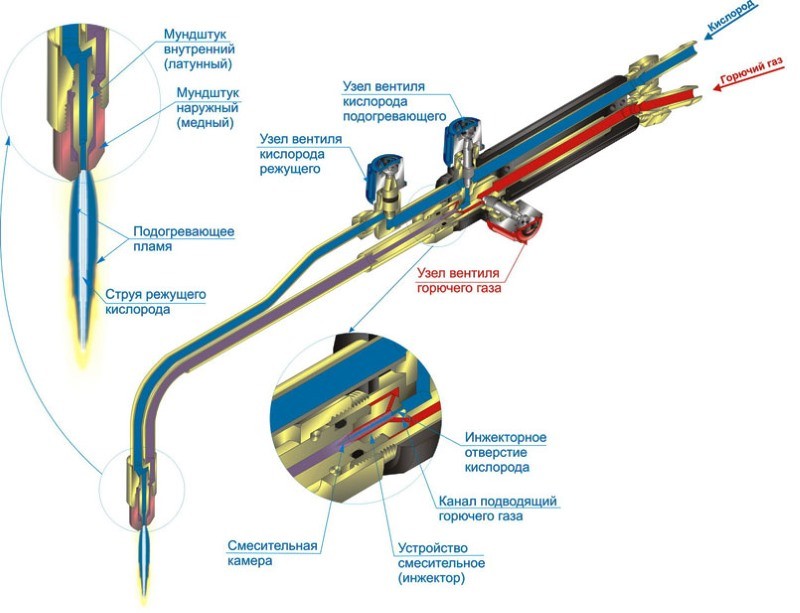
Voolu liigub toru läbi otsa läbi pea, vabanemine toimub suure kiirusega läbi keskse düüsi. Huuliku vastutab lõikuri peamise funktsionaalsuse eest protsessi lõikamise osa. Gaasi osa tõlgitakse süstijasse, mis väljub kõrgsurve all, tekitab heakskiidu, ühendades seeläbi põleva segu. Segamisprotsess määratles voolukiiruse joondamise, mis viiakse läbi.
Segu moodustumine viiakse läbi otsa otsa, mis tabab alumist toru. Taskulamp on moodustatud välimise, sisemise huuliku, põleva segu moodustumise tagajärgede vahel. Kahe kanaliga süsteem on varustatud reguleeritavate ventiilidega, mis võimaldavad reguleerida nii hapniku kui ka abigaasi pakkumist süstijale.
Sissepritseliigi ilma disain on keerulisem, nagu kahe hapniku voogude puhul ja eraldi gaasi puhul on torud. Põletava kompositsiooni segu toimub otse pea sees, seda disaini peetakse turvalisemaks mõjuks. Tegevuste tegemiseks on vaja kõrgemat rõhk nii hapniku kui ka põlevate gaaside puhul.
Lõikade suurus fikseeritakse GOST-standardite abil, väikeste osade tootmiseks, mudeleid P1-d kasutatakse kokku pikkuse mitte rohkem kui 50 cm. Võimsamaid kujundeid toodetakse kauem, on konkreetsed laiendatud struktuurid, mis on mõeldud ülesannete täitmiseks raske juurdepääs lõikamispaigale.
Eelised ja puudused
Gaasipõleti on mõeldud toodete tootmise tingimustes, millel on suur hulk ülesandeid. Enne seadme rakendamist on oluline mõista, millised peamised omadused metallist lõikamine propaani ja hapnikuga on:
- Tegevusmehhanism on kõverjooksude viilutamise kõverate joontide täitmisel mugav. Stabiilne võimsus võimaldab meil jagada metallist mitmesuguseid paksuseid tooteid. Olukordades, kus on võimatu kasutada tööriista, näiteks nurgaautomaati, kasutatakse gaasipõleti. Ülesanne tegemise ümmarguse toote või kurtide avamise teostab gaasipõleti, nõudmata erilisi jõupingutusi.
- Gaasi lõikuri eeliseks on vastupidine bensiinimudelitele. Lisaks madal kaal mehhanism ei moodusta suurenenud müra töötamisel, samuti kompaktne.
- Seade kasutamine põleva gaasi mõjul põhineva aparaadi abil võimaldab teil kiirendada täitmist, mis ei ole mehaaniliste instrumentide võimsuse all.
- Propaan, nagu gaas vedelas olekus, eristub madala hinnaga. Seetõttu kasutatakse seda mitte ainult toodete töötlemisel tootmisvajadustes, vaid ka metallide ja muude meetmete käsutuses.
- Propaani kasutamine põleva seguna võimaldab teil teha kvaliteetset lõigamist. Lõikamine toimub kitsaste välja arvatud, mis on kvaliteedi töö peamine tegur.
Puudusi võib täheldada, et mõningaid materjale ei saa ravida propaani lõikuriga, näiteks malmist ja kõrge sulamiterasest.
Kasutusomadused
Kõrge süsinikusisaldusega terasmaterjalid ei soovitata gaasiseadme vähendamiseks. Põhjuseks on kõrge sulamispunkt fookuse parameetri lähedal. Pihusti kiirgava skaala asemel reageerib materjal servade servadega, mille tulemuseks on hapnikku peatatud, ühendus ei saa töödelda.
Töötamine malmist võib põhjustada mõningaid raskusi, näiteks grafiidi kohalolek, teravilja kuju. Samuti ei kasuta propaani gaasi lõikamist vase töötlemise korral, alumiinium, muud kergesti sulamistemperatuurid.
Vajalikud seadmed
Erinevate terase töötlemise ülesannete täitmiseks on vaja valmistada seadmed, mis sobivad vahendid. Operatsioon tehakse kasutades:
- hapniku ja propaani silindrid;
- dissection tööriist;
- teatud suuruse huuliku huulik;
- voolikud.
Turvatehnika on tingitud iga silindri reguleerimisventiili olemasolust. Propaanisilinder on tulemusena vastupidine niit, selle tulemusena ei ole täiendava käigukasti paigaldamine võimalik. Seadmel on sarnased kujundused nii kodus kui ka tootmiseesmärkidel. Enne metalli lõikamise tootmist on vaja kontrollida tulemuslikkust, kõigi reguleerivate elementide olemasolu.

Osooni saabumine on märgitud sinisega, ventiilid asuvad mõlemad otse silindri ja lõikuril. Propaani voolu tähistatakse kõigi teiste gaaside ja plahvatusohtlike ainetena, punase või kollasena.
Pärast lõikuride ühendamist algab protsess, millist hapnikku ja propaani ühendamist segamiskambris, mille tulemusena moodustub põletatav segu. Disain näeb ette agregaatide muutmise planeeritud remondi ja hoolduse korral, kui ühe sõlmede ebaõnnestumise korral on võimalik selle asendada, jätkata tööd. Huuliku valitakse sõltuvalt toodetud ülesannete liigist, on erinevad näidud ja erinevad numbrite järgi.
Nüansside lõikamine
Dissektsiooniprotsess näeb ette kiiruse reguleerimise, parameetri valimine visuaalselt sõltub sädemete arvust ja nende puudusest. Lõikamisprotsessi moodustunud sädemevoog tuleb moodustada pinna suhtes 90 ° nurga all. Kiirus on reguleeritav, kui voolu muudab suunda, sel juhul on kiirus madal, nõuab seadistust.
Paksus struktuuri mõjutab protsessi, juhul lehel töödeldud, paksus üle 6 cm, see tuleb paigutada madala nurga all, et voolata räbu. Paksude toodete töötlemisel on oluline taluda kaldenurka rohkem kui 15 °, juhtida kiirust. Kui lõpetate dissektsiooni keskel, ei uuendata selles küsimuses protsessi ja see võtab kõigepealt. Muudatuste vältimiseks, kui paksu tootega toimingud on vaja hoida lõikurit, nii et metalli töötlemist kogu perimeetris.

Pärast terase lõikamise lõpetamist on lõikamisgaaside varustamine välja lülitatud. Seejärel klapi kattuvad silindrile, viimane järjekord on kütuse seguga suletud.
Pind ja lokkis lõikamine
Metallpinna leevendamise protsessi tehakse mitmel teisel viisil. Lõikamist teostab düüsi ja sulatatud räbu, soojendab toote alumist osa. Küte viiakse läbi temperatuuriga, mis ei ületa materjali süütamist.
Lõikamise hapniku avamine annab materjali põlemise teatava osa, tekitades seeläbi puhta serva ja lõigatud joone.
Tegevus toimub kuni 80 ° nurga all, pärast gaasitarnerit liigub lõikur nurkade vahemikus 18 kuni 45 °. Vajaliku suuruse soonede moodustumine viiakse läbi kiiruse reguleerimise teel. Suurem suurus soone saavutatakse muutus nurga all huuliku ja aeglustades kiirust, kohandades hapniku taseme. Groove laius varieerub, reguleerides joa voolu läbi düüsi, sügavuse suhe, soone laius on võrdne 1 kuni 6. Laius on soodustav objekt, sest Toode pinnal on võimalik päikeseloojangut moodustada.
Pöörama tähelepanu gaasilõikuri valimisel
Kvaliteetse tööriista valik sõltub otseselt tulemusest. Kui te unusta mõned parameetrid, teatud lõikur omadused on kadunud, turvaseaded vähenevad. Propaan ja hapniku plahvatusohtlikud ained, mis nõuavad töö ajal mõningate nõuete täitmist:
- Käepide teostatakse alumiiniumisulamitest, plastikust rakendatakse odavamad tööriistad, aja jooksul sulamise ajal, kaotab kuju.
- Brass Nippel kestab kauem alumiiniumkonstruktsiooni, kuna sellel on suurem ressurss deformatsioonidele.
- Klapi pöörlemine peaks olema vähe jõupingutusi, et peatada protsessi mittestandardse olukorra korral. Soovitatav ventiili suurus on vähemalt 4 cm.
- Kõige usaldusväärsemad spindlid on valmistatud roostevabast terasest, mis suudab vastu võtta kuni 1500 tsüklit ilma asendamiseta, messing ei talu sarnast kasutusiga. Kõige sobivam valik on kombineeritud spindlid, millel on soodne hinnakvaliteedi suhe.
- Lõikuride disain peab olema kokkupandav, hooldus tehakse kasutusiga pikendamiseks. Materjali huuliku - vask.

On vaja pöörata tähelepanu paranduskomplektide kättesaadavusele, lõikuri varuosadele. Kui vaba müüki ei ole, võib remondi parandamisel olla probleeme.
Kuidas kasutada hapniku propaani lõikurit
Propaani - hapniku lõikuri toimimine nõuab teatavate eeskirjade järgimist. Enne seadme kasutamist hapniku, propaani lõikuriga, on oluline tutvuda järgmiste nõuetega:
- Ohutusvarustuse järgimine ei ole tähelepanuta jäetud, on oluline rakendada kaitsemaski või spetsialiseeritud klaasid. Samuti peab operaatori rõivad olema tulekindlate materjalide rõivad.
- Lõikri leek tuleb vastupidise külje abil gaasivarustuse voolikutelt tühjendada.
- Gaaside silindrite asukoht ei ole lubatud otsese töökoha lähedale viie meetri kaugusel.
- Dissektsioon tehakse avatud õhus või siseruumides hea ventilatsiooniga.
Pikaajaline lihtne seadmed vajavad ennetamise ennetamist ennetamist. Enne katse alustamist on propaani voolik lahti ühendatud, gaasirõhk tarnitakse. Injektorit kontrollitakse sõrmega auguga, kui imemine toimub, tähendab see seadmeid heas seisukorras.





