Metallist lõikamisbaasid: inverter, plasma, gaas
Metalli lõikamine keevitamisega kuni teatud ajani kasutati aktiivselt metallkonstruktsioonide töötlemise peamise meetodina. Saadud lõigati ei eristati ilu, nii et veski kasutamine oli märgatavalt keevitatud. Tõestatud aastani kasutatakse meetodit ikka veel, selle võimalused laiendasid uute seadmete kasutamist.
Keevitamise, metalli lõigatud järgmistel juhtudel:
- väli tingimustes, kui elektrienergia allikaid ei ole,
- see ilmneb, on vaja lõigata väga paksu metall,
- lõikamisel peate saama kompleksi kuju,
- metall on vaja lõigata raskesti ligipääsetavas kohas.
Keevitamine viitab universaalsetele protsessidele, mida saab kasutada nii osade ühendamiseks ja jagamiseks osadeks. Kõige kehtib kõige rohkem metallist lõikamisseadmete versioonid:
- arc (inverter),
- gaasi lõikur
- plasmorez.
Selles artiklis räägime üksikasjalikult omaduste, tehnoloogiate ja aluspõhimõtete kohta keetmise inverteriga metalli lõikamise põhimõtetega, hapniku ja propaani gaasi lõikamine ning metalli lõikamine. Pärast erinevate seadmetega töötamise aluspõhimõtete uurimist saate teostada metalli lõikamist oma kätega.
Kaare lõikamine
Keevituse põhitõete koolitamisel on uustulnuk kestnud metalli põletamine ja ühenduse täiesti hävitamine. Metalli lõikamisel põleb keevitaja eesmärk, metalli lõikamine.
Selleks, et lõigata metall keevitus kaariga, on vaja seda soojendada sulamispunkti ja eemaldada sulametalli keevitusvööndist. Eemaldamine viiakse läbi sulase metalli kaalu all, kuna rõhk kaarist küljest või keevitusvööndisse suletud õhuvoolu tõttu.
Sellised elektroodid kasutatakse metalli lõikamiseks:
- metallist kaetud
- süsinik-,
- torukujuline,
- volfram.
See meetod lõigatud teras, sealhulgas sulatatud, värviliste metallide ja sulamite puhul.
Puudused hõlmavad madala kvaliteediga lõikamist, ebaühtlast servi, skaala olemasolu. Seega, kui metall tulevikus läheb luua struktuure, servade tuleb täiendavalt töödelda, näiteks puhastada.
Lõikamine toimub samadel seadmetel kui keevitus kõigis ruumilistes positsioonides. Kodu seadmetena kasutati varem trafo või alaldi, nüüd inverterit kasutatakse kõige sagedamini.
Arc lõikamise põhitõdesid
Metallide lõikamiseks seadistage praeguse tugevuse 30-40% kõrgem kui keevitamisel. Nad valgustavad võimsat kaare metalli ülemise serva ja süvendab serva lõikamise ajal.
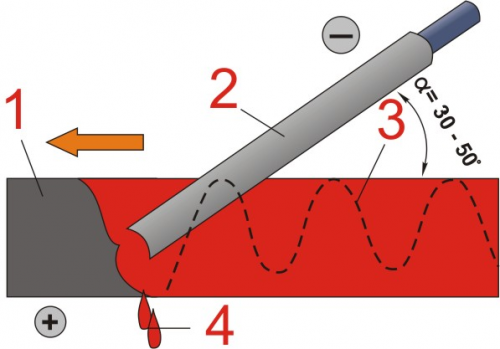
Metalli lõikamine keevitusmuunduriga
Lõikamiseks valitakse väikese läbimõõdu elektrood, kuid praegune, vastupidi, näitus rohkem kui vajalikud keevitamiseks. Näiteks on elektroodi läbimõõt 2,5 mm, 140A on paigaldatud.
Valgustage kaar ja jätke elektrood ühes kohas. Sa püüad pidada Arc süvendamiseks, olenemata sellest, kuidas metall on elanud.
Kui plaat asetatakse vertikaalselt, lohistatakse sulametall õrnalt õrnalt. Mis horisontaalne lõikamine metalli keevitus inverter kogutakse allosas plaadi.
Parima soojuse soojendamise tagamiseks imendub sirge polaarsus. Sellisel juhul soojendab metall sügavalt, kuid lõikamine on saadud kitsas.
Video näitab, milliseid võimalusi avatakse kaare lõikamise korral. Plaat 10-20 mm paksune lõigatud sõna otseses mõttes mõne minuti jooksul ja ilus.
Gaasi lõikuri lõikamine
Kuni viimase ajani jäi metallist gaasi lõikuri peamiseks meetodiks metallist partitsiooni, eriti kui see oli vajalik terava ahela tegemiseks, serva käsitsemiseks või auku saamiseks. Eeliseks on see, et elektrienergia allikas ei ole vaja tööd.
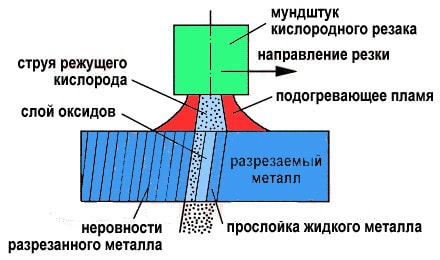
Gaasi lõikuriga metalli lõikamine toimub järgmiselt: hapniku segu põleva gaasiga, saadud taskulamp soojendab metalli lõigatud tsooni põlemistemperatuurini, mitte vähem kui 12000 ° C. Sööda hapniku jet.

Metallist tulekahju ja selgub lõigatud joon. Kõige sagedamini lõikamiseks kasutab hapnikku propaani seguga. Gaasi lõikamist töödeldakse terasega, nii süsiniku kui ka legeeritud, titaandisulamitega.
Gaasi lõikamine metallist propaani ja hapniku segule
Enne töötamist valmistatakse metall: puhastatud mustus, rasva, skaala, rooste.
Gaasi lõikamisseadmed
Gaasi lõikamise tegemiseks kulub vähem oskusi kui keevitamisel, sest ühenduse tihedust ei ole vaja tagada. Seadmed vajavad gaasi lõikurit, hapnikuballoonide ja propaani.

Igal silindril on surve reguleerimiseks reduktor. Gaas silindrist reduktorisse tarnitakse kõrgsurvevoolik.
Enne töö alustamist õhkuvad voolikud, et puhastada mustusest. Kõiki voolikute kontrollitakse, ühenduvus käigukastiga, kõik eemaldatavad ühendused kontrollitakse tiheduse jaoks.
Kontrollige riske ja puhuti hapnikuga. Selleks on hapnikuga silinder ühendatud hapniku vooliku kinnitamise kohaga. Balonit süttiva gaasiga ei ole ühendatud. Paigaldage käigukasti 5 atm ja avage lõikurile mõlemad ventiilid. Sõrme sõita teise tükkide puhul võib täheldada, kas vajumine on olemas. Selle puudumisega peavad lõikuri kanalid olema prunted.
Tööprotseduur
Gaasi lõikamine viiakse läbi, talub osakaalu: 10 osa hapniku kohta 1 osa gaasist. Seetõttu on need paigaldatud gaasi käigukastile 0,5 ati ja hapniku käigukasti 5 ATI-s.
Alguseks avas veidi propaani ja gaasi pakkumise. Düüsil põhineb metallist ja hapnikku on tihedalt alustada. Klappide pöörlemise abil saate reguleerida flumber väärtust ja saada tööle vajalik leek. Paksem eeldatakse, et metall tuleb lõigata, seda tugevam leek peaks olema, mille jaoks on vaja suurt gaasi ja hapniku tarnimist.
Tähelepanu: leek on reguleeritav reguleeriva hapniku rõhuga, mitte lõikamise rõhu abil.
 Põletav leek on valmistatud metallile kohale, kus on vaja lõigata, haarates vahemaa düüsi ja metalli 5mm. Flame toimel kuumutatakse metall soovitud temperatuurini. See juhtub kiiresti, sekundit 10. Protsessi vaatamine Märkus, et sel hetkel metallist märjaks. Ainult metall ignoreerige kohe hapniku lõikamist.
Põletav leek on valmistatud metallile kohale, kus on vaja lõigata, haarates vahemaa düüsi ja metalli 5mm. Flame toimel kuumutatakse metall soovitud temperatuurini. See juhtub kiiresti, sekundit 10. Protsessi vaatamine Märkus, et sel hetkel metallist märjaks. Ainult metall ignoreerige kohe hapniku lõikamist.
Selleks, et vältida puuvillaga kaasneva leegi tagurdusvoolu, hõlmab hapniku lõikamine järk-järgult.
Sellisel juhul süttib hapnik ise niipea, kui see puudutab kuuma metallist pinda. Video näitab, kuidas gaasi lõikamise abil saate lõigata kõige keerulisema kuju kuju.
Lõikamise kvaliteeti mõjutab keevitamise kiirus. Juhtimiskiirus keskendub lõikevööndi sädemetele. Kui sädemed on ees, tähendab see, et kiirus on ebapiisav. Kiire kiirusega sädemed on lõikuri taga, antud juhul on toorikute kvaliteediga kvaliteetselt keeruline.
Aukude läbiviimiseks kuumutatakse koht soovitud temperatuurini, hapniku lõikamine on varustatud. Metall tuleohtlik. Lõikur söödetakse metallist tsooni ja auk teeb ennast.
Metalli lõikamine plasma lõikur või plasmoresis
Plasma Toruse võimaluste kohta räägitakse video hästi. Pärast video läbivaatamist tahate kindlasti taluda selliseid imelisi seadmeid talus, isegi hoolimata suurest hinnast.
Metalli lõikamine toimub plasmaenergia toimel. Tuleb välja järgmiselt. Süütenupu vajutamisel moodustub plokkide sees töökeevitus. Suruõhu läbib selle läbi, ioniseeritud ja plasma tõmmatakse läbi pihusti suure kiirusega. Plasmatel on temperatuur üle 10 tuhande kraadi ja kiirus kaks korda kiirust heli. See energia on piisav metalli sulamiseks ja isegi aurustamisel.
 Operaator toob plasmorez kohale, kus on vaja lõigatud ja metallist toime tulla. Käsitsi liikumise kiirus peaks tagama metalli lõikamise. Lõikamisparameetrid on praegune tugevus ja õhurõhk.
Operaator toob plasmorez kohale, kus on vaja lõigatud ja metallist toime tulla. Käsitsi liikumise kiirus peaks tagama metalli lõikamise. Lõikamisparameetrid on praegune tugevus ja õhurõhk.
Andmed selle kohta, kuidas plasma saadakse ja lõikur on video hästi näidatud.
Valesti valitud parameetritega servas võivad moodustada skaala. Pärast lõikamise lõppu ei ole suruõhu pakkumise kohe välja lülitatud. Metalli jahutamiseks serveeritakse mõnda aega.
Plasmore tehnoloogia
Enne töö alustamist puhastatakse servad, eemaldavad reostuse ja rooste nendest.
Iga metalli plasma lõikamisoperatsioonid algavad praeguse võimsuse paigaldamisega. Põhimõte on lihtne: voolu arvutatakse sõltuvalt metalli paksusest. Voolujõu kogus, mis on vajalik 1 mM metalli paksuse lõikamiseks, korrutatakse lõigata metalli paksusega. Kui 25 mm terasest on vaja lõigata, peate 4A-s korrutama (1 mM terase või malmi lõikamiseks vajalik voolu). Kokku seadmete näitusel 100a.

Kiirus, millega on vaja teha lõikamine otseselt mõjutab töö kvaliteeti, kuid sõltub oskusi Carver. Spetsialistid soovitavad esialgse tulemuslikkuse etapis keskenduda toote tagaküljele sädemete olemasolule. Kui nad puuduvad, lõigatakse metall täielikult täielikult.

Enne kui kaar süttitakse pool minutit, blokeeritakse lõikur gaasiga, et eemaldada mustuse ja võimaliku kondensaadi eemaldamiseks. Seejärel vajutab operaator tollimatuse süttimisnuppu, põletab see 2 sekundit. Kui lõikamise kaar ei ole moodustatud, korratakse protsessi uuesti.
Sõltuvalt mudelist on lähenemine kontakt ja kontaktivaba:
- Kontakt nõuab lühis. Niipea kui plasma tuli välja pihust metalli ja elektroodi vahel, moodustub plasmakaar ja lõikamisprotsess algab.
- Võtke ühendust düüsi ja elektroodi vahel kontaktivaba kaarega. Kui düüsi läheneb metallile, moodustub töötamine.
Lõikamise ajal on vaja säilitada kaari pidev pikkus. Kui see ei ole spetsiaalse fookusega varustatud, on see parameeter lõikuri haarata, see peab olema 1,6 kuni 3 mm.
Töö ajal on vaja hoida otsik 900c nurga all. Õhuke metalli deformatsioonide vähendamiseks hoitakse põleti väikese nurga all. Lõikamise ajal pöörake tähelepanu metallile, ei ronida düüsi põleti.
Plasmatroni töö kohta üksikasju vt videot.
Leiutise meetodite abil saate lõigata metalli kõige keerulisemast kontuurist. Need tööd suudavad täita oma kätega pärast väikest teoreetilist ja praktilist koolitust. Peamine asi on seadmete ja nendega seotud materjalide kättesaadavus.





