Gaasi lõikamise metall: hapniku tarbimine ja propaan, tehnoloogia
Kõige tavalisem viis metalli lõikamise teostamiseks on autogeenne, nimetatakse seda ka gaasi või hapnikuna. Tema olemus langeb asjaolule, et gaasi leegi mõju all soojendab metall ja hakkab sulama ja hapniku jet mõju all, selle põlemist tekib selle põletamine, muutes kitsas soone.
Kütteseadmena kasutatakse atsetüleeni, propaani-butaani, looduslikku koksi gaasi.
Metalli lõikamist saab liigitada sõltuvalt soovitud lõpptulemusest:
- pealiskaudne;
- eraldamine;
- lõikamine oda.
Pinnagaaside lõikamine kehtib juhtudel, kui on vaja eemaldada metallist kihid moodustada teenindusaegu, sooneid ja muid struktuurseid elemente.
Jaotavad liigid näeb ette lõpp-lõpuni lõikamise rakendamise, et saada vajalik kogus metallist elemente, osi. Metalli laenamine sügava või aukude saamiseks nimetatakse teravaks odavaks.
Tehnoloogiline protsess
Sõltumatuse jooksul lõikamisliikidest on selle protsessi teostamise tehnoloogia sama. Gaasi põletamine annab temperatuuri 1000 kuni 1300 ° C-ni, piisab tahke terase sulamiseks. Selle käigus tarnitakse tugeva hapniku joa, mis reageerib sulatatud metalli molekulidega, nende oksüdeerivad.
Selle tulemusena saadakse lõikamine. Hapniku söödetakse kõrge rõhu all, sageli jõuab tihti 12 atmosfääri, nii jet isegi ilma tulekahju toitmata võib nahka lõigata.
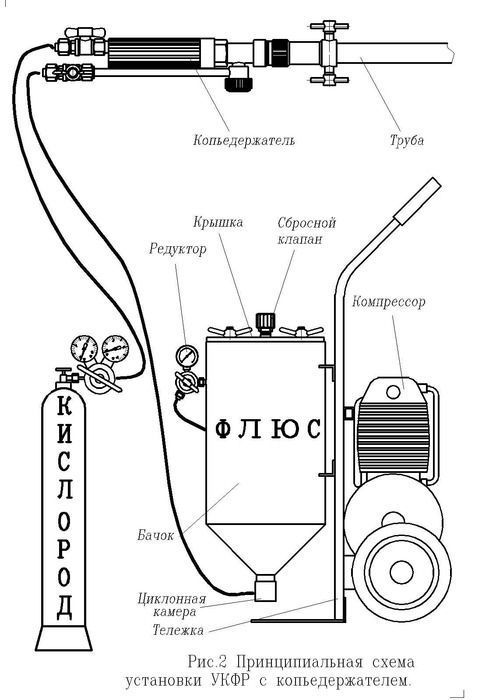
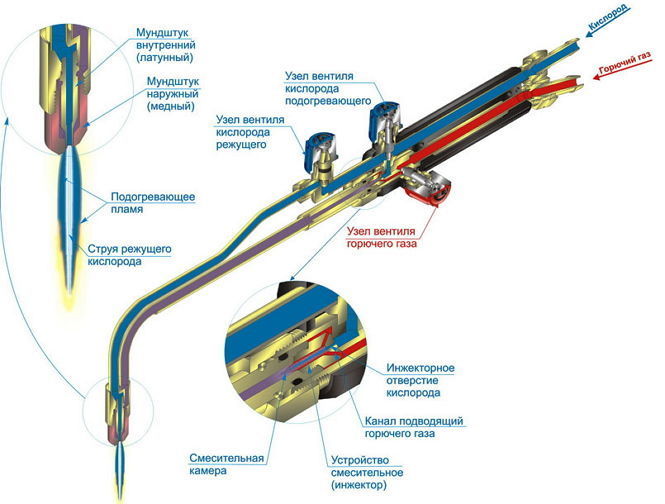
Lõikeseadme struktuur on kujundatud sellisel viisil:
- gaasipõletaja;
- kaks silindrit;
- segisti;
- rõhuregulaator;
- voolikud.
Gaasipõleti koosneb peaga mitme düüsiga, enamasti kolm. Kahe külje kaudu toidetakse kütuse aine läbi kolmanda, mis asub keskel, hapnikku. Silindrid on ette nähtud otse gaasi ja hapniku jaoks, sõltuvalt kavandatud töö mahust, on valitud vastavad silindrid.

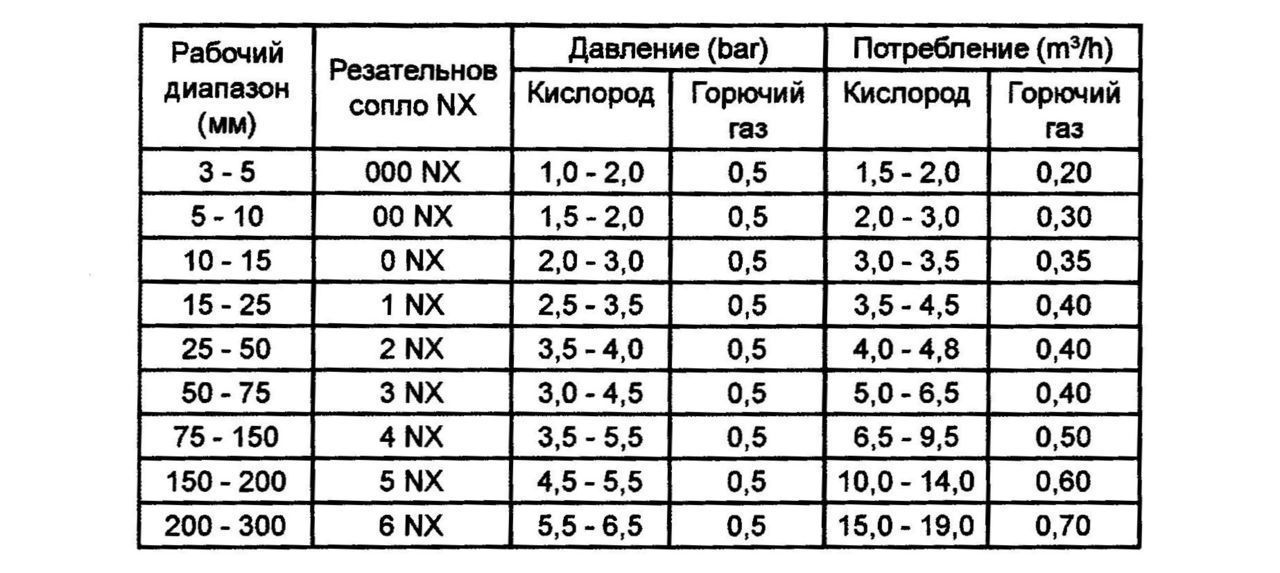
Et tagada üks tund pidevat töötamist, tarbitakse keskmiselt 0,7 m3 atsetüleeni (1 M3 propaani) ja 10 m3 hapnikku. Üldiselt sõltub nõutav tooraine kogus metalli tihedusest ja soovitud temperatuuri tihedusest selle kütmiseks. Vähendatud propaani tarbimine võib põhjustada spetsiaalseid pihustid pihustid, mis kinnitavad gaasi pakkumise teatud suunas, mida lähemal on hapniku jet pakkumine, kütusekulu suureneb.
Voolikud on vajalikud hapniku ja kütuse varustamiseks silindritest segistisse, mida nimetatakse ka varrukateks. Materjal, millest voolikud on valmistatud, on kahekihilised rehvid raamide kihtide vahel, mis on valmistatud puuvillasest lõngast. Läbimõõt - kuni 12 mm, õhutemperatuuril töötamise võimalus ei ole väiksem kui -35 ° C.
Rõhuregulaator on kohustatud andma erinevaid režiime ja lõikamise kiirust. Söötmine väiksema koguse kütuse võib olla varustatud madala temperatuuriga, mis on vajalik peenikese terase või metalli jaoks, samuti vähendada tooraine tarbimist.
Käigukasti teine \u200b\u200boluline funktsioon on ühtse rõhutaseme säilitamine. Kui gaasivarustus katkeb lõikamisprotsessi ajal, siis metall kiiresti jahtub ja edasine töötlemine muutub võimatuks.
Metalli lõikamine propaani ja hapnikuga
Vajalikud seadmed
 Cutter p101
Cutter p101 Esimene lõikur oli R1-01 seade, see oli ehitatud NSVLis, seejärel ilmunud rohkem uuendatud mudelid - P2 ja P3. Seadmeid eristuvad düüse suurused ja käigukasti võimsus. Rohkem kaasaegseid käsitsi seadeid:
- Muutus;
- Quicky;
- Orbiit;
- Secator.
Neid iseloomustab lisafunktsioonide ja jõudluse komplekt.
Quicky saab täita lokkis lõikamine vastavalt määratud joonistele, töökiirus jõuab 1000 mm minutis, maksimaalne lubatud paksus metallist kuni 100 mm. Seadmel on komplekti eemaldatavate düüsid, et pakkuda metallist lehed või mitmesuguste paksusega torud.
See seade võib töötada erinevate põlevate gaaside abil, erinevalt prototüübi P1-01-st, mis töötab ainult atsetüleenil.
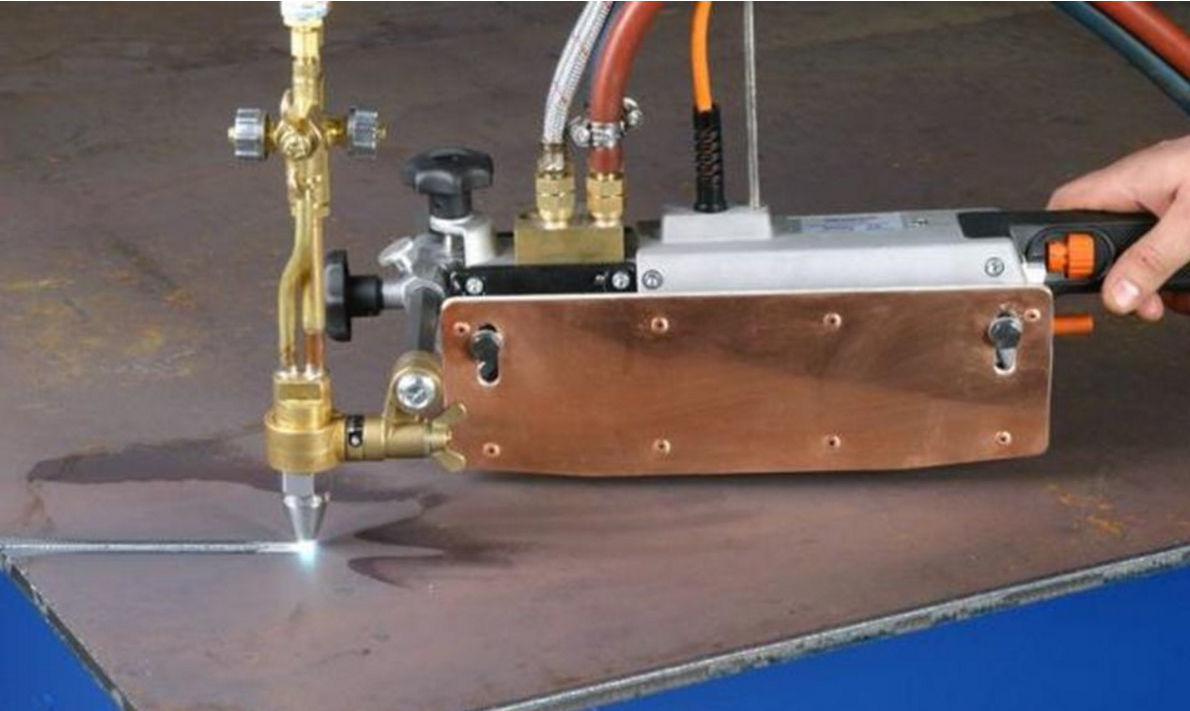
Käsitsi Secator Cutter on rohkem täiustatud omadusi võrreldes kolleegidega.

Sellega saate käsitseda metalli paksusega kuni 300 mm, need on varustatud komplektis sisalduvate täiendavate pihustitega, nad on eemaldatavad ja neid saab osta lisaks kulumisena. Secator suudab toota järgmisi lõikamisliike:
- arvasin;
- lihtne
- ring;
- kruvi all.
Kiirust saab reguleerida vahemikus 100 1200 mm minutis ja sisseehitatud hülsi haakeseadise abil pakutakse metallplaadi sujuvat liikumist. Õhujahutusega reduktor pakub puhtama töö ja vähendab kütusekulu.
Ülaltoodud mudelid kuuluvad käsitsi, st nad on kompaktsed, hallata viisardi käte kasutamist. Aga metallide suurte koguste puhul töötavad sellise tööga
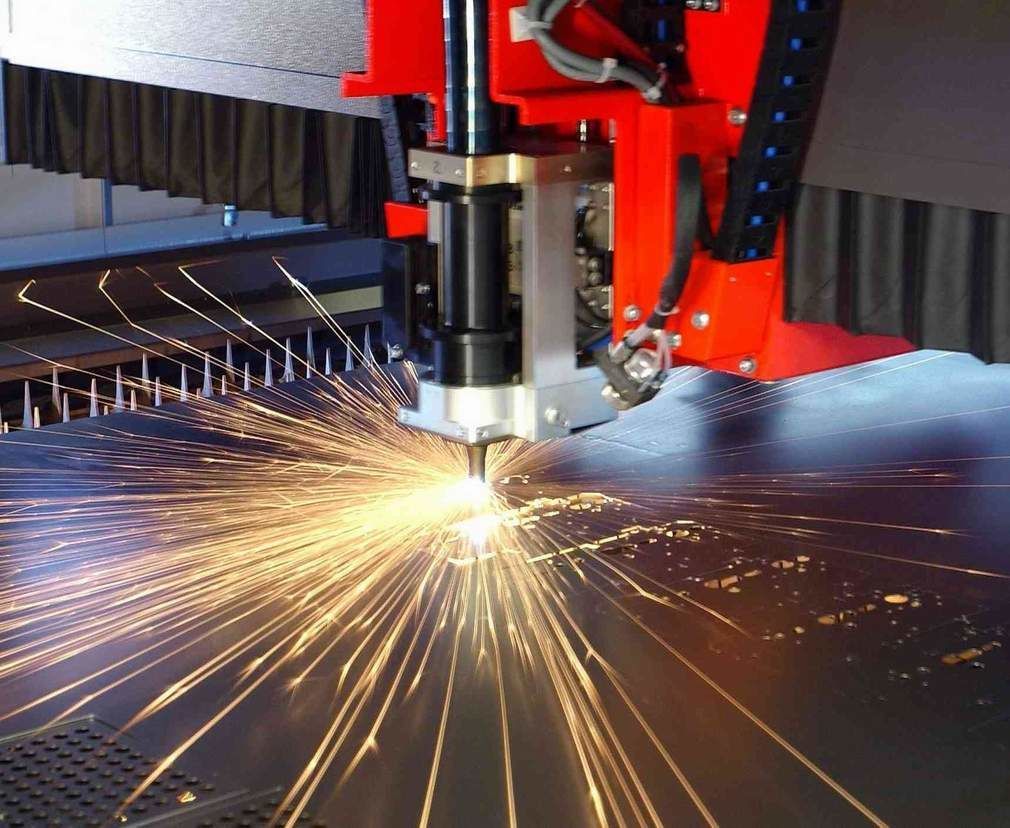
paigaldised on ebamugavad ja mitte tõhusalt. Tööstustoodangu puhul rakendatakse statsionaarseid lõikamisseadmeid - see on sisuliselt sama tehnoloogia.
Need on tabletopiga masin, milles lõikamismehhanism on ehitatud. Selle töö pakub elektrit
kompressor, mille jaoks toitevõrk on vaja vähemalt 380 V-st ja kolmefaasilisest pistikupesast. Statsionaarsete lõikamisseadmete töömudelite tehnoloogia ei ole midagi, kuid erineb juhendist. Erinevus on ainult jõudluses, maksimaalne kütte temperatuur ja võime töödelda metalli, rohkem kui 300 mm paksune.
Metallide lõikamise tingimused
Metalliga gaaside lõikamine on efektiivne ainult siis, kui metallist süütemperatuur on sulamistemperatuur väiksem. Selliseid proportsioonid on täheldatud madala süsinikusisaldusega sulamites, nad sulavad 1500 ° C juures ja süüteprotsess toimub 1300 ° C juures.
Paigaldamise kvaliteetse toimimise jaoks on vaja pakkuda püsivat gaasi pakkumist, kuna hapnik nõuab pidevat soojuse kogust, mida peamiselt säilitatakse (70%) tõttu metalli põlemise tõttu ja ainult 30% Pakub gaasi leeki. Kui see on peatatud, siis metall lõpetab soojuse ja hapniku tootma ei suuda täita talle määratud funktsioone.
Töö lõikur, metalli lõikamise koolitus
Maksimaalne temperatuur käsitsi gaasi lõikurid jõuab 1300 ° C, see on piisav väärtus enamiku metallitüüpide töötlemiseks, aga on olemas need, mis hakkavad sulama väga kõrgetel temperatuuridel, näiteks oksiidi alumiinium - 2050 ° C ( See on peaaegu kolm korda rohkem kui temperatuuri sulamine puhta alumiinium), teras kroomi sisaldus - 2000 O C, Nickel - 1985 O S.
Kui metallist ei piisa ja sulamisprotsess ei ole alanud, ei saa hapnik olla tulekindlate oksiide. Selle olukorra vastupidine, kui metallil on madal sulamispunkt, põletava gaasi mõju all võib see lihtsalt sulatada, mistõttu ei ole võimalik seda kasutada malmi lõikamiseks.
Ohutustehnika
Metalli lõikamise rakendamine gaasi paigaldamise abil on parem usaldada kogenud spetsialistile, sest ebatäpse kaebuse tagajärjed võivad tagajärjed olla piisavalt kurb.
Ohutus hõlmab järgmisi tingimusi:
- hea ventilatsioon siseruumides, kus töö toimub;
- 5 meetri kaugusel ei tohiks olla gaasi ja muude põlevate ainetega silindreid;
- töö tuleks läbi viia kaitsev mask või spetsiaalsed prillid, samuti tulekindlate rõivaste;
- otsene leek on vajalik vastupidises suunas gaasi allikast;
- seadme tööprotsessi voolikud ei saa käivitada, nende jalgade kinnitamisel;
- kui paus on tehtud, siis tuleb põleti leek täielikult vastata põletile ja pingutage balloonide gaasiklapid.
Nende lihtsate tingimuste täitmine tagab metalli lõikamise gaasi paigaldamise ohutu ja tõhusa töö.
Video: Töö lõikur, metalli lõikamise koolitus





