Τύποι κοπτικών αερίων και πώς να χρησιμοποιήσετε έναν κόπτη προπανίου + οξυγόνου
Για να αποσυναρμολογήσετε τις μεταλλικές κατασκευές, απαιτείται κοπή οποιουδήποτε τύπου έλασης μπροστά από μηχανική κατεργασία ή συγκόλληση. Και αν ένα φύλλο ή ένα προφίλ μικρού πάχους μπορεί να κοπεί από ένα μηχανικό εργαλείο (με χειροκίνητη, ηλεκτρική ή υδραυλική μονάδα). Αυτή η εργασία με μεταλλικά κενά μεγάλο πάχος χρειάζεται έναν κόπτη αερίου ή σε επαγγελματικό αργκό - αυτογόνου.
Τα σχέδια διαφόρων μοντέλων μιας τέτοιας συσκευής μπορούν να διαφέρουν μόνο σε μέγεθος ή μερικές λεπτομέρειες, αλλά η αρχή του καθενός είναι η ίδια.
Ανεξάρτητα από το μέγεθος του αυτογόνου και του τύπου του μίγματος αερίου θέρμανσης, το κοπτικό συμβαίνει λόγω της καύσης του μετάλλου στο ρεύμα του καθαρού οξυγόνου, που εγχύθηκε μέσω της κεφαλής του ακροφυσίου στην περιοχή εργασίας.
Η κύρια και κύρια κατάσταση της κοπής αερίου - η θερμοκρασία καύσης πρέπει να είναι μικρότερη από το σημείο τήξης. Διαφορετικά, το μέταλλο, που δεν έχει χρόνο για να ξεκινήσει καύση, θα λιώσει και θα κοπεί. Αυτή η κατάσταση αντιστοιχεί σε χάλυβα χαμηλού άνθρακα και μη σιδηρούχα μέταλλα και χυτοσίδηρο - όχι.
Οι περισσότεροι δεν είναι επίσης επιδεκτικοί για την κοπή του φυσικού αερίου - υπάρχουν περιορισμοί στις μέγιστες επιτρεπόμενες δόσεις κράματος, άνθρακα και ακαθαρσιών, με υπέρβαση της διαδικασίας καύσης μετάλλου σε οξυγόνο καθίσταται ασταθής ή γενικά διακόπτεται.
Η ίδια η διαδικασία κοπής μπορεί να αποσυντεθεί σε δύο φάσεις:
- Θερμάνετε τα τμήματα περιορισμένης ζώνης σε μια θερμοκρασία στην οποία το μέταλλο αρχίζει να καεί. Και για να ληφθεί ο φακός της φλόγας θέρμανσης, μερικά από τα τεχνικά οξυγόνο σε μια συγκεκριμένη αναλογία αναμιγνύονται με εύφλεκτο αέριο.
- Η καύση (οξείδωση) του θερμαινόμενου μέταλλου στον πίδακα οξυγόνου και την αφαίρεση προϊόντων καύσης από τη ζώνη κοπής.
Εάν εξετάσουμε την ταξινόμηση μόνο χειρωνακτικών κοπτών, τα ακόλουθα χαρακτηριστικά έχουν θεμελιώδη σημασία:
- Την άποψη του καυσίμου, της ισχύος και της μεθόδου λήψης μίγματος αερίων για φλόγα θέρμανσης.
- Ταξινόμηση φυσικού αερίου καυσίμου: ακετυλένιο, προπανο-βουτάνιο, μεθάνιο, καθολική, maf.
Οι ΚεροσυνόφεΕΣ και τα κατοικίδια ζώα, αν και έχουν το ίδιο ραντεβού σχετίζονται με κόφτες υγρών καυσίμων.
- Με ισχύ: μικρό (πάχος κοπής μετάλλου από 3 έως 100 mm) - σήμανση P1, μέσος όρος (έως 200 mm) - P2, υψηλά (έως 300 mm) - P3. Υπάρχουν δείγματα με αυξημένο πάχος κοπής - έως 500 mm.
- Με μια μέθοδο για την παραγωγή αερίου καυσίμου: εγχυτήρα και αναλλοίωτη.
Και αν το πρώτο χαρακτηριστικό επηρεάζει μόνο τη θερμοκρασία της φλόγας θέρμανσης και η ισχύς βρίσκεται στο μέγιστο πάχος του μετάλλου, τότε το τρίτο σημάδι καθορίζεται από το σχεδιασμό κοπής.
Σχέδιο
1. Έγχυση ή δύο σωλήνες, κόπτης αερίου είναι ο πιο συνηθισμένος τύπος σχεδιασμού. Το τεχνικό οξυγόνο στον κόπτη χωρίζεται σε δύο ροές.
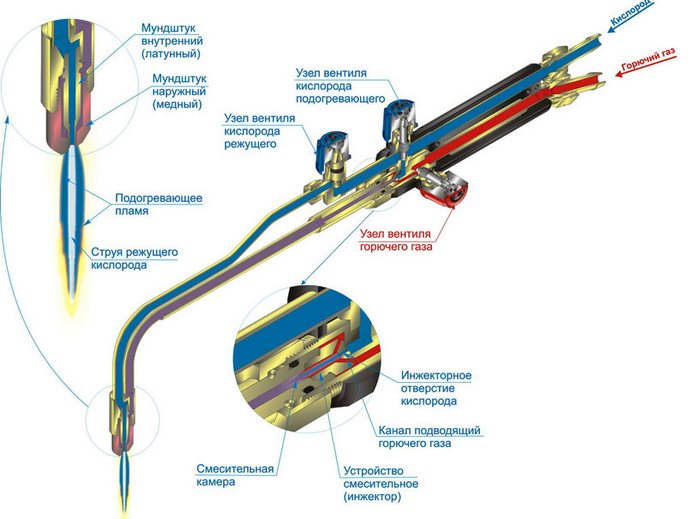
Μερικά από τα ρεύματα στον επάνω σωλήνα κινείται στην κεφαλή άκρου και με φύλλα υψηλής ταχύτητας μέσω του κεντρικού ακροφυσίου του εσωτερικού στομίου. Αυτό το τμήμα του σχεδιασμού είναι υπεύθυνο για τη φάση κοπής της διαδικασίας. Η βαλβίδα ρύθμισης ή η βαλβίδα μοχλού παραδίδεται πέρα \u200b\u200bαπό το περίβλημα.
Το άλλο μέρος εισέρχεται στον εγχυτήρα. Η αρχή της οποίας είναι ότι το εγχυμένο αέριο (οξυγόνο), αφήνοντας τον θάλαμο ανάμιξης υπό υψηλή πίεση και με υψηλή ταχύτητα, δημιουργεί μια ζώνη κενού και μέσω των περιφερειακών οπών το καύσιμο (εκτοξευόμενο) αέριο έλξης. Λόγω του μείγματος, οι ταχύτητες είναι εξισορροπημένες και η ροή του μίγματος αερίων σχηματίζεται στην έξοδο του θαλάμου με ταχύτητα από εκείνη του εγχυμένου οξυγόνου, αλλά υψηλότερο από αυτό του εκτοξευμένου εύφλεκτου αερίου.
Στη συνέχεια, το μείγμα αερίου μετακινείται κατά μήκος του κάτω σωλήνα στην κεφαλή άκρου, αποδεικνύεται μέσα από τα ακροφύσια μεταξύ του εσωτερικού και του εξωτερικού στόματος και σχηματίζει τη φλόγα της φλόγας θέρμανσης. Κάθε κανάλι έχει τη δική του βαλβίδα στο περίβλημα, το οποίο ρυθμίζεται από την παροχή οξυγόνου και το εύφλεκτο αέριο στον εγχυτήρα.
2. Ο ανεμπόδιστος ή ο κόφτης τριών σωλήνων έχει έναν πιο πολύπλοκο σχέδιο - τόσο η ροή οξυγόνου όσο και το αέριο έρχονται στο κεφάλι σε ξεχωριστούς σωλήνες.
Η ανάμιξη του μίγματος θέρμανσης εμφανίζεται μέσα στην κεφαλή. Αλλά είναι η έλλειψη ενός θαλάμου ανάμειξης που παρέχει υψηλότερο επίπεδο ασφάλειας, δεν δημιουργεί συνθήκες για "αντίστροφη επίδραση" (η εξάπλωση των αερίων καύσης στα κανάλια κοπής και σωλήνες προς την αντίθετη κατεύθυνση).
Εκτός από ένα πιο περίπλοκο σχεδιασμό και υψηλή τιμή, ένα μειονέκτημα ενός κόφτη τριών σωλήνων, πιστεύεται ότι για τη σταθερή λειτουργία του είναι απαραίτητο να υπάρχει υψηλότερη πίεση αερίου καυσίμου (δεν υπάρχει αποτέλεσμα της εκτόξευσης και να αυξάνεται η ροή τιμή).
Μεγέθη και βάρος
Οι διαστάσεις του χειροκίνητου κόφτη αερίου εγχυτήρα συμφωνούν με το πρότυπο GOST 5191-79 και εξαρτώνται από την ισχύ του:
- p1 - έως 500 mm.
- Τα ρ2 και τα Ρ3 κυμαίνονται από 580 mm. Αλλά παράγουν "επιμηκυμένα" μοντέλα για εργασία σε ειδικές συνθήκες.
Υπάρχουν περιορισμοί βάρους για κάθε κατηγορία ισχύος: 1.0 και 1,3 kg, αντίστοιχα, για P1 και P2 / P3.
Το ίδιο gost καθορίζει ότι ο τύπος Ρ3 είναι ο κοπτήρας οξυγόνου-προπανίου και οι Ρ1 και Ρ2 μπορούν να λειτουργούν σε οποιαδήποτε μορφή εύφλεκτου αερίου.

Σύμφωνα με το GOST, ορίζονται ως συμβουλές για την κοπή στον καυστήρα συγκόλλησης. Η διαφορά στη δομή είναι ότι ο διαχωρισμός του οξυγόνου και η ανάμιξη του εύφλεκτου μίγματος συμβαίνει στην άκρη και έχει πολύ μικρότερα μεγέθη και βάρος από έναν κόπτη. Έτσι το βάρος του PB1 \u200b\u200bέχει ένα ανώτερο όριο 0,6 kg και pv2 και pv3 - 0,7 kg.
Αλλά δύσκολο είναι δυνατόν να ονομάσετε αυτόν τον κόπτη αερίου στο Metal Compact - στο συγκρότημα θέσης εργασίας με το σώμα από τον καυστήρα, το μέγεθος και το βάρος του δεν θα είναι μικρότερο από αυτό ενός εξειδικευμένου εργαλείου. Το πλεονέκτημα είναι μόνο ότι μπορείτε να αγοράσετε έναν καυστήρα με άκρες διαφορετικών τύπων (συγκόλλησης και κοπής) και ολόκληρο το κιτ θα τοποθετηθεί σε μια μικρή θήκη. Ή να αγοράσετε έναν υπάρχοντα καυστήρα ενός κοπτήρα plug-in.
Αλλά εδώ υπάρχει μια απόχρωση. Το προπάνιο είναι πολύ φθηνότερο από το ακετυλένιο. Επομένως, το κόστος λειτουργίας του κοπτήρα ακετυλενίου θα είναι σημαντικά υψηλότερο από το οξυγόνο-προπάνιο. Και για τη συγκόλληση μετάλλου, ο καυστήρας ακετυλενίου είναι καλύτερη, στην οποία η θερμοκρασία φλόγας είναι υψηλότερη στα 300-400 από ό, τι σε οξυγόνο-προπάνιο (σε καθαρά καυστήρα προπανίου, η θερμοκρασία είναι μικρότερη από 2000c).
Η συμπαγής ολόκληρης της "ανάρτησης" για χειροκίνητη κοπή αερίων μπορεί να παρέχεται μόνο από την ικανότητα των κυλίνδρων με αέρια.
Φορητοί κόπτες αερίου
Πρόσφατα, μπορείτε να δείτε προσφορές για την πώληση φορητών κοπτικών αερίων, τα οποία είναι ένα ακροφύσιο σε ένα μικρό κύλινδρο κολιέ με αέριο.
Αλλά τουλάχιστον τοποθετούνται ως κόπτες, στην πραγματικότητα είναι καυστήρες. Η θερμοκρασία του φακού των περισσότερων από αυτά δεν υπερβαίνει το 1300C. Παρόλο που υπάρχουν "επαγγελματικές" φορητούς κοπτήρες κολιέ με θερμοκρασία φλόγας 2000-2500C (για παράδειγμα, Kovea KT-2610 όταν εργάζεστε με μίγμα MAPP US αέριο), και αυτό είναι ήδη κοντά στη θερμοκρασία της φλόγας θέρμανσης του οξυγόνου -Προσωπικό κόφτη - 2700-2800c.

Αλλά σε κάθε περίπτωση, δεν υπάρχει κύριο συστατικό κοπής για τη δημιουργία των συνθηκών "καύσης" - του πίδακα οξυγόνου, λόγω της οποίας συμβαίνει η μεταλλική οξείδωση.
Οι φορητοί κόφτες περιλαμβάνουν μέταλλα και κράματα ζωντανής γραμμής: κασσίτερο, αλουμίνιο, ορείχαλκο, χάλκινο, χαλκό. Αλλά γι 'αυτούς δεν μιλάμε για κοπή, αλλά για την τήξη. Επομένως, χρησιμοποιούνται συχνότερα για να εξασφαλίσουν ή να συγκόλλουν μικρά κομμάτια από μη σιδηρούχα μέταλλα (για παράδειγμα, όταν επισκευάζουν κλιματιστικά και ψυγεία) και μπορούν να κοπούν με ένα χειροκίνητο ηλεκτρικό όργανο.
Για να δώσετε προσοχή όταν επιλέγετε έναν κόπτη αερίου
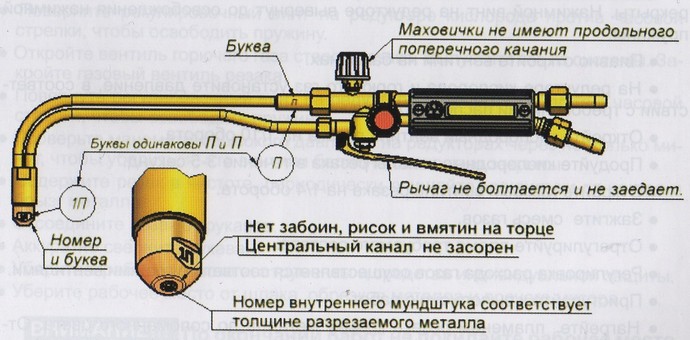
Εάν το "Go" από τους εύκαμπτους σωλήνες στο κεφάλι είναι σημαντική ως εξής:
- Θηλές από ορειχάλκινο που χρησιμεύουν περισσότερο από το αλουμίνιο.
- Το υλικό της λαβής πρέπει να είναι αλουμίνιο, η πλαστική επένδυση είναι λιγότερο ανθεκτική και μπορεί να "κολυμπήσει".
- Οι βαλβίδες θα πρέπει να περιστρέφονται με λίγη προσπάθεια.
- Συνιστώμενη διάμετρος της λαβής βαλβίδας κοπής οξυγόνου - όχι μικρότερη από 40 mm.
- Τα μοντέλα μοχλών είναι πιο βολικά για τη λειτουργία και το αέριο.
- Βαλβίδες άξονα: από ανοξείδωτο χάλυβα - οι πιο αξιόπιστοι (έως και 15.000 κύκλοι), από ορείχαλκο - γρήγορα αποτυγχάνουν (περίπου 500 κύκλοι), συνδυασμένα - έχουν "μέσους" δείκτες.
- Υλικό περίπτωσης και σωλήνες - ανοξείδωτος χάλυβας, ορείχαλκος, χαλκός;
- Σε κόπτες ακετυλενίου, τα μέρη σε επαφή με το εύφλεκτο αέριο στο θάλαμο ανάμιξης δεν πρέπει να κατασκευάζονται από χαλκό ή κράματα με το περιεχόμενό του πάνω από 65%.
- Ο πτυσσόμενος σχεδιασμός σας επιτρέπει να επισκευάσετε τον κόπτη, να καθαρίσετε τη μονάδα έγχυσης, τους σωλήνες άκρου.
- Εξωτερικό στόμιο μόνο από χαλκό.
- Το εσωτερικό επιστόμιο του κοπτήρα ακετυλενίου - χαλκό, οξυγόνο-προπάνιο - μπορεί να κατασκευαστεί από ορείχαλκο.
- Το επιλεγμένο μοντέλο του πωλητή θα πρέπει να διαθέτει ανταλλακτικά και αναλώσιμα στη συλλογή.
Πώς να χρησιμοποιήσετε τον κόπτη οξυγόνου-προπανίου
Γενικός:
- Η εργασία με τον κόπτη θα πρέπει να πραγματοποιηθεί στη μάσκα του συγκολλητή (ή ειδικά γυαλιά).
- Συνιστώμενα ρούχα και γάντια εργασίας με πυρίμαχα (μη καύσιμα) ιδιότητες.
- Η φλόγα του αυτογόνου θα πρέπει να κοιτάξει στην άκρη προς τους εύκαμπτους σωλήνες τροφοδοσίας και οι εύκαμπτοι σωλήνες δεν πρέπει να παρεμβαίνουν στο έργο του Carver.
- Οι κυλίνδροι αερίου δεν έχουν πλησιέστερα από πέντε μέτρα στον τόπο εργασίας.
- Η κοπή του μετάλλου πραγματοποιείται είτε σε εξωτερικούς χώρους είτε σε καλά αεριζόμενο χώρο.
Μετά από ένα μακρύ διάλειμμα ή όταν ξεκινάτε για πρώτη φορά έναν νέο κόπτη εγχυτήρα, πρέπει να βεβαιωθείτε ότι τα κανάλια είναι "καθαρά" και το οξυγόνο στον εγχυτήρα δημιουργεί το απαιτούμενο επίπεδο της παροχής αερίου ψεκασμού.
Στην αρχή, με κλειστές βαλβίδες σε κόπτη και σε κυλίνδρους με κόφτη, αφαιρείται ένας εύκαμπτος σωλήνας με προπάνιο. Στη συνέχεια, σε έναν κύλινδρο με οξυγόνο, η πίεση λειτουργίας είναι εγκατεστημένη και η βαλβίδα θέρμανσης οξυγόνου και αερίου ανοίγει στον κόπτη. Μια επιθεώρηση της απόδοσης του εγχυτήρα ελέγχεται με την εφαρμογή ενός δακτύλου σε αέριο καυσίμου θηλή - η αναρρόφηση του αέρα πρέπει να γίνει αισθητή στην οπή θηλής.





