Κόφτης οξυγόνου-προπανίου
Η διαδικασία αποσυναρμολόγησης μεταλλικών δομών θα απαιτήσει τη χρήση εξειδικευμένου εργαλείου. Το τεμάχιο εργασίας των τμημάτων διεξάγεται με κοπή, γι 'αυτό χρησιμοποιείται για τη διάδοση του μετάλλου ως εγκατάσταση αερίου τύπου προπανίου - οξυγόνου και άλλων συσκευών. Για τη χειρισμό των δομών μικρού πάχους, οι μηχανικές συσκευές είναι κατάλληλες, τα παχιά φύλλα υποβάλλονται σε επεξεργασία από έναν κόπτη αερίου. Η αρχή της λειτουργίας της εγκατάστασης είναι η ίδια, ανεξάρτητα από το σχεδιασμό. Πώς να απολαύσετε τον μηχανισμό, περιγράψτε διάφορες προδιαγραφές, είναι απαραίτητο να συμμορφωθείτε με τις απαιτήσεις ασφαλείας, άλλα χαρακτηριστικά.
Αρχή της λειτουργίας και των τύπων
Η αρχή της λειτουργίας βασίζεται στην παροχή ενός πίδακα οξυγόνου με καθαρή προβολή, μέσω ακροφυσίου κοπής αερίου. Ανεξάρτητα από τα δομικά χαρακτηριστικά του αυτογόνου, η εκτέλεση συμβαίνει λόγω της καύσης του μετάλλου υπό την επίδραση του κατάλληλου-οξυγόνου μέσου. Η βασική απαίτηση για τη χρήση της συσκευής - η θερμοκρασία καύσης πρέπει να είναι υψηλότερη από την τήξη, αλλιώς το υλικό θα λιώσει και θα αποστραγγιστεί, πράγμα που παρεμβαίνει στην εργασία υψηλής ποιότητας.
Τα περισσότερα από κράματα χάλυβα δεν επηρεάζουν τον κόπτη του προπανίου οξυγόνου, λόγω του ορίου του μέγιστου μεριδίου των ακαθαρσιών Dopure. Η παρουσία άνθρακα στη σύνθεση του στοιχείου μπορεί να οδηγήσει σε ασταθή λειτουργία ή να σταματήσει τη διαδικασία. Ο αντίκτυπος στο μέταλλο συμβαίνει σε διάφορα στάδια:
- Η θερμοκρασία αυξάνεται στο επίπεδο του τρόπου με τον οποίο ο χάλυβας αρχίζει να καεί. Για να ληφθεί ο επιθυμητός φλόγας φλόγας, το όζον αναμιγνύεται με ένα μίγμα καυσίμου, το οποίο είναι απαραίτητες αναλογίες.
- Μετά τη θέρμανση, η ζώνη εμφανίζεται τόσο η οξείδωση του θερμαινόμενου χάλυβα του μέσου οξυγόνου όσο και την απελευθέρωση των υλικών από τη θέση επεξεργασίας.
Η ταξινόμηση των χειρωνακτικών κοπτών χωρίζεται σε διάφορες παραμέτρους ανάλογα με τον τύπο της εργασίας. Τα κύρια χαρακτηριστικά:
- Μία ποικιλία εύφλεκτου αερίου, χρησιμοποιείται μεθάνιο, προπάνιο - βουτάνιο, ακετυλένιο και άλλα.
- Ισχύς, η παράμετρος απόκτησης μίγματος για θέρμανση.
- Ο σχεδιασμός του ακροφυσίου που ενεργεί στην παραγωγή αερίου χρησιμοποιείται τόσο οι εγκαταστάσεις εγχυτήρων όσο και χωρίς ένεση.

Η ισχύς χωρίζεται σε διάφορα είδη, από μικρά έως υψηλό βαθμό κοπής της ύλης. Σε χαμηλή ισχύ, τα αντικείμενα με πάχος πάχους 3 έως 100 mm, ο μέσος τύπος των ρυθμίσεων είναι δυνατός για να κόψει τα υλικά με πάχος έως 200 mm, υψηλής από 300 mm. Υπάρχουν ποικιλίες ικανές να θεραπεύσουν ένα προϊόν με πάχος έως 500 mm, τέτοιες εγκαταστάσεις χρησιμοποιούνται τόσο από τη βιομηχανία όσο και από τις συνθήκες οικιακής χρήσης. Ορισμένα εξαρτήματα εξαρτώνται όχι μόνο στην τροφοδοσία, αλλά και στο σχεδιασμό του κοπτικού αερίου.
Σχέδιο
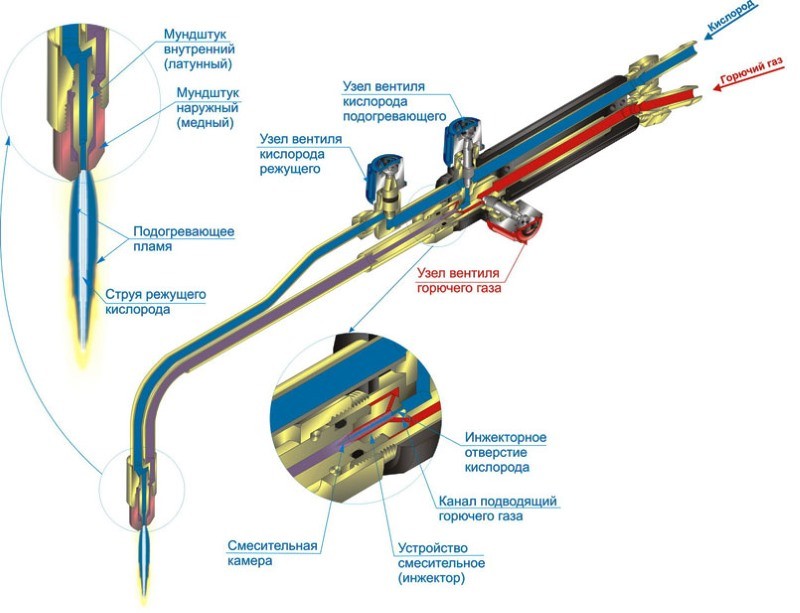
Ο πιο συνηθισμένος τύπος συσκευής που χρησιμοποιείται στην επεξεργασία χαλύβδινων δομών είναι ένας κόφτης έγχυσης δύο σωλήνων. Το εύφλεκτο μίγμα χωρίζεται σε διάφορες ροές, το οποίο σας επιτρέπει να ρυθμίσετε τη δύναμη της φλόγας κατά την εργασία. Ο μηχανισμός ρύθμισης βρίσκεται στο εξωτερικό τμήμα του περιβλήματος, υπάρχουν συσκευές τύπου μοχλού.
Η ροή κινείται μέσω του σωλήνα στην άκρη μέσω της κεφαλής, η απελευθέρωση εμφανίζεται με υψηλή ταχύτητα μέσω του κεντρικού ακροφυσίου. Το επιστόμιο είναι υπεύθυνο για την κύρια λειτουργικότητα του κόπτη, το τμήμα κοπής της διαδικασίας. Μέρος του αερίου μεταφράζεται στον εγχυτήρα, το οποίο αφήνει υπό υψηλή πίεση, δημιουργεί μια εκφόρτιση, συνδέοντας έτσι ένα εύφλεκτο μίγμα. Η διαδικασία ανάμιξης ορίστηκε την ευθυγράμμιση του ρυθμού ροής, η οποία εκτελείται.
Ο σχηματισμός του μίγματος διεξάγεται από την κεφαλή της άκρης, η οποία χτυπά τον πυθμένα σωλήνα. Ο φακός σχηματίζεται μεταξύ του εξωτερικού, του εσωτερικού στομίου, η συνέπεια του σχηματισμού ενός εύφλεκτου μίγματος. Το σύστημα δύο καναλιών είναι εξοπλισμένο με ρυθμιζόμενες βαλβίδες που επιτρέπουν τη ρύθμιση της παροχής τόσο του οξυγόνου όσο και του βοηθητικού αερίου στο μπεκ ψεκασμού.
Ο σχεδιασμός χωρίς τύπο έγχυσης είναι πιο περίπλοκος, όπως και για δύο ροές οξυγόνου και ξεχωριστά για το αέριο υπάρχουν σωλήνες. Το μείγμα καύσιμης σύνθεσης συμβαίνει άμεσα μέσα στην κεφαλή, ο σχεδιασμός αυτός θεωρείται ότι είναι πιο ασφαλής εφέ. Για να εκτελέσετε δράσεις, θα απαιτηθεί υψηλότερη παροχή πίεσης τόσο οξυγόνου όσο και καύσιμων αερίων.
Το μέγεθος των κοπτών καθορίζεται από τα πρότυπα GOST, για παραγωγή με μικρά μέρη, τα μοντέλα P1 χρησιμοποιούνται με συνολικό μήκος όχι περισσότερο από 50 cm. Τα πιο ισχυρά σχέδια παράγονται περισσότερο σε σχήμα, υπάρχουν συγκεκριμένες παρατεταμένες δομές που έχουν σχεδιαστεί για να εκτελούν εργασίες με δύσκολη πρόσβαση στο χώρο κοπής.
Πλεονεκτήματα και μειονεκτήματα
Ο καυστήρας αερίου έχει σχεδιαστεί για να διατάζει τα προϊόντα στις συνθήκες παραγωγής, με μεγάλο αριθμό καθηκόντων. Πριν την εφαρμογή της συσκευής, είναι σημαντικό να καταλάβετε τι κλειδί διαθέτει μια μεταλλική κοπή με προπάνιο και οξυγόνο:
- Ο μηχανισμός δράσης είναι βολικός όταν εκτελεί καμπυλόγραμμες γραμμές κομμένου τεμαχισμού. Η σταθερή δύναμη μας επιτρέπει να διαιρούμε μεταλλικά προϊόντα διαφόρων πάχους. Σε περιπτώσεις όπου είναι αδύνατο να χρησιμοποιήσετε ένα εργαλείο, όπως μια γωνιακή μηχανή, χρησιμοποιείται καυστήρας αερίου. Το καθήκον να κάνει ένα στρογγυλό προϊόν ή ένα κωφικό άνοιγμα εκτελείται από έναν καυστήρα αερίου, χωρίς να απαιτείται ειδικές προσπάθειες.
- Ο κόπτης αερίου έχει ένα πλεονέκτημα σε αντίθεση με τα μοντέλα βενζίνης. Εκτός από το χαμηλό βάρος, ο μηχανισμός δεν συνθέτει αυξημένο θόρυβο όταν λειτουργεί, καθώς και συμπαγής.
- Η χρήση μιας συσκευής που βασίζεται στις επιδράσεις του καύσιμου αερίου σάς επιτρέπει να επιταχύνετε την εκτέλεση είναι διπλά, η οποία δεν είναι υπό τη δύναμη των μηχανικών οργάνων.
- Το προπάνιο, όπως το αέριο σε υγρή κατάσταση, διακρίνεται από τη χαμηλή τιμή. Ως εκ τούτου, χρησιμοποιείται όχι μόνο στην επεξεργασία των προϊόντων στις ανάγκες παραγωγής, αλλά και στη διάθεση μετάλλων και άλλων ενεργειών.
- Η χρήση προπανίου ως καύσιμου μείγμα σάς επιτρέπει να εκτελέσετε μια περικοπή υψηλής ποιότητας. Η κοπή διεξάγεται με στενή εκτός, η οποία είναι ο κύριος παράγοντας στην ποιοτική εργασία.
Τα μειονεκτήματα μπορούν να σημειωθούν ότι ορισμένα υλικά δεν μπορούν να υποβληθούν σε αγωγή με κόφτη προπανίου, για παράδειγμα χυτοσίδηρο και χάλυβα υψηλού κράματος.
Χαρακτηριστικά χρήσης
Τα χάλυβα υλικά με υψηλή περιεκτικότητα σε άνθρακα δεν συνιστώνται για να κόψουν μια συσκευή αερίου. Ο λόγος είναι το υψηλό σημείο τήξης κοντά στην παράμετρο εστίασης. Αντί της κλίμακας που εκπέμπεται από την έκθεση του ακροφυσίου, το υλικό αντιδρά με τις άκρες των άκρων, το αποτέλεσμα της οποίας διακόπτεται το οξυγόνο, η σύνδεση δεν μπορεί να υποβληθεί σε επεξεργασία.
Η εργασία με χυτοσίδηρο μπορεί να προκαλέσει κάποιες δυσκολίες, όπως παρουσιά γραφίτη, σχήμα κόκκου. Επίσης, η κοπή αερίου δεν χρησιμοποιείται από προπάνιο, σε περιπτώσεις επεξεργασίας χαλκού, αλουμινίου, άλλων εύκολων χάλυβα τήξης.
Απαραίτητο εξοπλισμό
Για να εκτελέσετε διάφορες εργασίες επεξεργασίας χάλυβα, είναι απαραίτητο να προετοιμάσετε εξοπλισμό που τα κατάλληλα εργαλεία. Η λειτουργία γίνεται χρησιμοποιώντας:
- κυλίνδρους με οξυγόνο και προπάνιο.
- Αναψυχή εργαλείο.
- το στόμα ενός συγκεκριμένου μεγέθους.
- Σωλήνες.
Η τεχνική ασφαλείας οφείλεται στην παρουσία μιας βαλβίδας ρύθμισης σε κάθε κύλινδρο. Ο κύλινδρος προπανίου έχει ένα αντίστροφο νήμα νήματος, ως αποτέλεσμα, η εγκατάσταση ενός πρόσθετου κιβωτίου ταχυτήτων δεν είναι δυνατή. Ο εξοπλισμός έχει παρόμοια σχέδια, τόσο στο σπίτι όσο και στους στόχους παραγωγής. Πριν από την παραγωγή μετασχηματισμού μετάλλων, είναι απαραίτητο να ελέγξετε την απόδοση, την παρουσία όλων των στοιχείων ρύθμισης.

Η άφιξη του όζοντος σημειώνεται με μπλε χρώμα, οι βαλβίδες βρίσκονται ακριβώς απευθείας στον κύλινδρο και στον κόπτη. Η ροή προπανίου σημειώνεται ως όλα τα άλλα αέρια και εκρηκτικές ουσίες, κόκκινο ή κίτρινο.
Μετά τη σύνδεση του κόπτη, η διαδικασία αρχίζει με την οποία το οξυγόνο και η συγχώνευση του προπανίου στον θάλαμο ανάμιξης, ως αποτέλεσμα της οποίας σχηματίζεται το εύφλεκτο μίγμα. Ο σχεδιασμός προβλέπει την αλλαγή των αδρανή, για προγραμματισμένη επισκευή και συντήρηση, σε περίπτωση βλάβης ενός από τους κόμβους, είναι δυνατόν να το αντικατασταθεί, να συνεχίσει να λειτουργεί. Το επιστομή επιλέγεται ανάλογα με τον τύπο των παραγόμενων εργασιών, έχει διάφορες αναγνώσεις και διαφέρει από τους αριθμούς.
Αποχρώσεις κοπής
Η διαδικασία ανατομής προβλέπει τον έλεγχο ταχύτητας, η επιλογή της παραμέτρου εμφανίζεται οπτικά, εξαρτάται από τον αριθμό των σπινθήρων και το μειονέκτημα τους. Ένα ρεύμα σπινθήρας που σχηματίζεται από τη διαδικασία κοπής θα πρέπει να σχηματίζεται υπό γωνία 90 ° σε σχέση με την επιφάνεια. Η ταχύτητα είναι ρυθμιζόμενη εάν η ροή αλλάζει την κατεύθυνση, στην περίπτωση αυτή η ταχύτητα είναι χαμηλή, απαιτεί ρύθμιση.
Το πάχος της δομής επηρεάζει τη διαδικασία, στην περίπτωση ενός επεξεργασμένου φύλλου, πάχος μεγαλύτερη από 6 cm, πρέπει να τοποθετηθεί σε χαμηλή γωνία για να ρέει τη σκωρία. Κατά την επεξεργασία παχιών προϊόντων, είναι σημαντικό να αντέξει τη γωνία κλίσης περισσότερο από 15 °, ελέγξτε την ταχύτητα. Στην περίπτωση της διακοπής της ανατομής στη μέση της διαδρομής, η διαδικασία δεν ανανεώνεται σε αυτό το σημείο και χρειάζεται πρώτα. Για να αποφύγετε αλλαγές όταν οι ενέργειες με ένα παχύ προϊόν, είναι απαραίτητο να διατηρηθεί ο κόπτης έτσι ώστε το μέταλλο να υποβληθεί σε επεξεργασία σε όλη την περίμετρο.

Μετά την ολοκλήρωση της κοπής χάλυβα, η παροχή αερίου κοπής είναι απενεργοποιημένη. Στη συνέχεια, η βαλβίδα επικαλύπτεται στον κύλινδρο, η τελευταία ουρά είναι κλειστή με ένα μίγμα καυσίμου.
Επιφάνεια και σγουρή κοπή
Η διαδικασία δημιουργίας ανακούφισης στην μεταλλική επιφάνεια γίνεται με αρκετό άλλο τρόπο. Η κοπή εκτελείται από ένα ακροφύσιο και η λιωμένη σκωρία, θερμαίνει το κάτω μέρος του προϊόντος. Η θέρμανση πραγματοποιείται σε θερμοκρασία που δεν υπερβαίνει την ανάφλεξη του υλικού.
Το άνοιγμα του οξυγόνου κοπής θα παράσχει ένα συγκεκριμένο τμήμα της καύσης του υλικού, παράγοντας έτσι ένα καθαρό άκρο και τη γραμμή κοπής.
Η δράση εκτελείται υπό γωνία έως 80 °, μετά την παροχή αερίου, ο κοπτήρας μετακινείται στις γωνίες από 18 έως 45 °. Ο σχηματισμός των αυλακώσεων του απαιτούμενου μεγέθους διεξάγεται προσαρμόζοντας την ταχύτητα. Το μεγαλύτερο μέγεθος της αυλάκωσης επιτυγχάνεται ως αλλαγή στη γωνία του επιστομίου και επιβράδυνση της ταχύτητας, ρυθμίζοντας το επίπεδο οξυγόνου. Το πλάτος της αυλάκωσης ποικίλλει ρυθμίζοντας τη ροή του πίδακα μέσω του ακροφυσίου, της αναλογίας βάθους, το πλάτος της αυλάκωσης είναι ίσο με 1 έως 6. Το πλάτος έχει ένα προτιμησιακό αντικείμενο, επειδή Είναι δυνατόν να σχηματιστεί ηλιοβασίλεμα στην επιφάνεια του προϊόντος.
Για να δώσετε προσοχή όταν επιλέγετε έναν κόπτη αερίου
Η επιλογή ενός εργαλείου υψηλής ποιότητας εξαρτάται άμεσα από το αποτέλεσμα. Εάν παραμελήσετε κάποιες παραμέτρους, χάθηκαν ορισμένες ιδιότητες κοπής, οι ρυθμίσεις ασφαλείας μειώνονται. Οι εκρηκτικές ουσίες προπανίου και οξυγόνου που απαιτούν συμμόρφωση με ορισμένες απαιτήσεις κατά τη λειτουργία:
- Η λαβή εκτελείται από κράματα αλουμινίου, το πλαστικό εφαρμόζεται φθηνότερα εργαλεία, με το χρόνο που λιώνει, χάνει σχήμα.
- Η θηλιά ορείχαλκου θα διαρκέσει περισσότερο τη δομή του αλουμινίου, καθώς έχει μεγαλύτερο πόρο σε παραμορφώσεις.
- Η περιστροφή της βαλβίδας θα πρέπει να γίνει με λίγη προσπάθεια, να σταματήσει η διαδικασία σε περίπτωση μη τυποποιημένης κατάστασης. Το συνιστώμενο μέγεθος βαλβίδας είναι τουλάχιστον 4 cm.
- Οι πιο αξιόπιστοι άξονες είναι κατασκευασμένοι από ανοξείδωτο χάλυβα, ικανές να αντέχουν έως και 1500 κύκλους χωρίς αντικατάσταση, ο ορείχαλκος δεν αντέχει σε μια παρόμοια διάρκεια ζωής. Η πιο κατάλληλη επιλογή είναι οι συνδυασμένοι άξονες, με ευνοϊκή αναλογία τιμών-ποιότητας.
- Ο σχεδιασμός κοπής πρέπει να είναι πτυσσόμενος, γίνεται συντήρηση για να επεκταθεί η διάρκεια ζωής. Υλικό επιστόμιο - χαλκός.

Είναι απαραίτητο να δοθεί προσοχή στη διαθεσιμότητα κιτ επισκευής, ανταλλακτικά για τον κόπτη. Εάν δεν υπάρχουν δωρεάν πωλήσεις, ενδέχεται να υπάρχουν προβλήματα κατά την επισκευή της επισκευής.
Πώς να χρησιμοποιήσετε τον κόπτη προπανίου οξυγόνου
Η λειτουργία του κόπτη προπανίου - οξυγόνου απαιτεί συμμόρφωση με ορισμένους κανόνες. Πριν χρησιμοποιήσετε τον εξοπλισμό με ένα οξυγόνο, κόπτης προπανίου, είναι σημαντικό να εξοικειωθείτε με τις ακόλουθες απαιτήσεις:
- Η συμμόρφωση με τον εξοπλισμό ασφαλείας δεν παραμελείται, είναι σημαντικό να εφαρμόσετε μια προστατευτική μάσκα ή εξειδικευμένα γυαλιά. Επίσης, τα ρούχα του φορέα εκμετάλλευσης πρέπει να είναι κατασκευασμένα από πυρίμαχο υλικό.
- Η φλόγα από τον κόπτη πρέπει να απορρίπτεται από τους εύκαμπτους σωλήνες τροφοδοσίας αερίου από την αντίθετη πλευρά.
- Η θέση των κυλίνδρων με αέρια δεν επιτρέπεται σε απόσταση πέντε μέτρων κοντά στον τόπο άμεσης εργασίας.
- Η ανατομή γίνεται στον ανοιχτό αέρα ή σε εσωτερικούς χώρους με καλό εξαερισμό.
Ο μακροπρόθεσμος απλός εξοπλισμός απαιτεί την πρόληψη πριν την επανάληψη της εργασίας. Πριν ξεκινήσετε τη δοκιμή, ο σωλήνας προπανίου αποσυνδέεται, παρέχεται πίεση αερίου. Ο εγχυτήρας ελέγχεται με ένα δάκτυλο στην οπή αν παρουσιαστεί αναρρόφηση, σημαίνει ότι ο εξοπλισμός είναι σε καλή κατάσταση.





