أنواع قواطع الغاز وكيفية استخدام القاطع من البروبان + الأكسجين
لتفكيك الهياكل المعدنية، هناك حاجة إلى أي نوع من توالت أمام التصنيع أو اللحام. وإذا كانت ورقة أو ملف تعريف سماكة صغير يمكن قطعها بواسطة أداة ميكانيكية (مع محرك يدوي أو كهربائي أو هيدروليكي). هذا العمل مع الفراغات المعدنية من سمك كبير يحتاج إلى قاطع الغاز، أو في عامية محترفة - Autogen.
لا يمكن أن تختلف تصاميم نماذج مختلفة من هذا الجهاز إلا في الحجم أو بعض التفاصيل، لكن مبدأ الجميع هو نفسه.
بغض النظر عن حجم Autogen ونوع خليط الغاز التدفئة، يحدث القطع بسبب احتراق المعدن في دفق الأكسجين النقي، حقن من خلال رأس الفوهة في منطقة العمل.
الحالة الرئيسية والمبدعة لقطع الغاز - يجب أن تكون درجة حرارة الاحتراق أقل من نقطة الانصهار. خلاف ذلك، المعدن، عدم وجود وقت للبدء في حرق، سوف يذوب ويقبل. تتوافق هذه الحالة مع الصلب الكربوني المنخفض، والمعادن غير الحديدية والحديد الزهر - لا.
معظمهم غير قادرون أيضا على قطع الغاز - هناك قيود على أقصى جرعات مسموح بها من عناصر السبائك والكربون والشوائب، مع تجاوز عملية الاحتراق المعدنية في الأكسجين أصبحت غير مستقرة أو توقف بشكل عام.
يمكن تحليل عملية القطع نفسها في مرحلتين:
- تسخين أجزاء المنطقة المحدودة إلى درجة الحرارة التي يبدأ فيها المعدن في حرقها. وللحصول على الشعلة لهب الاحترار، يتم خلط بعض الأكسجين التقني في نسبة معينة من الغاز القابل للاشتعال.
- الاحتراق (الأكسدة) من المعدن الساخن في الطائرة الأكسجين وإزالة منتجات الاحتراق من منطقة قطع.
إذا نظرنا في تصنيف القواطع اليدوية فقط، فإن الميزات التالية ذات أهمية أساسية:
- رأي الوقود والطاقة وطريقة الحصول على مزيج من الغازات لهب الاحترار؛
- تصنيف غاز الوقود: أسيتيلين، البروبان البوتان، الميثان، العالمي، ماف.
Kerosynoresa والحيوانات الأليفة، رغم أن لديهم نفس التعيين يرتبطون بقواطع الوقود السائل.
- بواسطة الطاقة: صغيرة (سمك قطع معدنية من 3 إلى 100 مم) - وضع علامات P1، المتوسط \u200b\u200b(ما يصل إلى 200 مم) - P2، عالية (حتى 300 مم) - P3. هناك عينات مع زيادة سمك القطع - ما يصل إلى 500 ملم.
- من خلال طريقة لإنتاج غاز الوقود: حاقن وغير عضوي.
وإذا كانت الميزة الأولى تؤثر فقط على درجة حرارة لهب الاحترار، والطاقة موجودة على الحد الأقصى سمك المعدن، ثم يتم تحديد الإشارة الثالثة بواسطة تصميم القاطع.
تصميم
1. حقن أو أنبوبين، قاطع الغاز هو نوع التصميم الأكثر شيوعا. ينقسم الأكسجين التقني في القاطع إلى اثنين من الجداول.
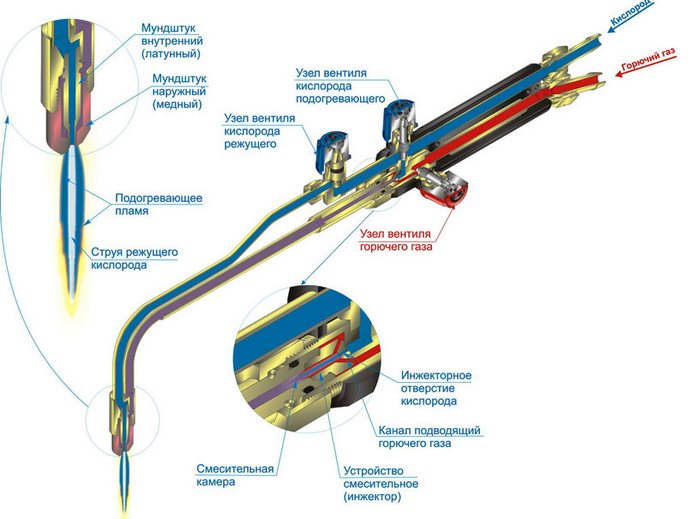
يتحرك بعض الدفق على الأنبوب العلوي في رأس الطرف ومع أوراق عالية السرعة من خلال فوهة المركزية للليطوم الداخلية. هذا الجزء من التصميم هو المسؤول عن مرحلة القطع من العملية. يتم تسليم صمام التعديل أو صمام الرافعة خارج السكن.
الجزء الآخر يدخل الحاقن. مبدأ ما هو أن الغاز المحقون (الأكسجين)، تاركا غرفة الخلط تحت ضغط مرتفع وبسرعة عالية، يخلق منطقة فراغ ومن خلال الثقوب الطرفية تسحب الغاز القابل للاحتراق. نظرا للمزيجين، يتم تعادل السرعات، ويتم تشكيل تدفق مزيج الغازات في منفذ الغرفة بسرعة أكبر من الأكسجين المحقون، ولكن أعلى من غاز القابلة للاحتراق.
بعد ذلك، يتحرك خليط الغاز على طول الأنبوب السفلي إلى رأس الطرف، اتضح عبر الفوهات بين الناطقة الداخلية والخارجية، ويشكل الشعلة لهب الاحترار. تحتوي كل قناة على صمام خاص بها على السكن، والتي يتم تنظيمها من خلال إمدادات الأكسجين والغاز القابل للاحتراق في المحاقن.
2. إلغاء توزيع أو ثلاثة أنابيب القاطع يحتوي على تصميم أكثر تعقيدا - كل من تدفق الأكسجين والغاز يأتي إلى الرأس على أنابيب منفصلة.
يحدث خلط خليط التدفئة داخل الرأس. ولكن من عدم وجود غرفة خلط توفر مستوى أعلى من الأمان، لا يخلق ظروفا ل "التأثير العكسي" (انتشار الغازات المحترقة في القنوات القاطعة والأنابيب في الاتجاه المعاكس).
بالإضافة إلى تصميم أكثر تعقيدا وسعر مرتفع، وهو عيب لقاطع الغاز ثلاثي الأنبوب، فإنه يعتقد أنه بالنسبة لعملتها المستقرة، من الضروري أن يكون لديك ضغط غاز أعلى في الوقود (لا يوجد أي تأثير طرد وزيادة التدفق معدل).
الأحجام والوزن
يتم الاتفاق على أبعاد قاطع غاز الحقن اليدوي من قبل GOST قياسي 5191-79 وتعتمد على سلطتها:
- p1 - ما يصل إلى 500 مم؛
- p2 و P3 في حدود 580 ملم. ولكن إنتاج نماذج "ممدودة" للعمل في ظروف خاصة.
هناك قيود الوزن لكل فئة طاقة: 1.0 و 1.3 كجم، على التوالي، ل P1 و P2 / P3.
يحدد نفس GOST أن النوع P3 هو القاطع الأكسجين والبروبان، و P1 و P2 يمكن أن تعمل على أي شكل من أشكال الغاز القابل للاحتراق.

وفقا ل GOST، يتم تعريفها على أنها نصائح للقطع إلى موقد اللحام. الفرق في الهيكل هو أن فصل الأكسجين وخلط الخليط القابل للاحتراق يحدث في الطرف، ولديه أحجام ووزن أصغر بكثير من القاطع. لذلك فإن وزن PB1 لديه الحدود العليا 0.6 كجم، و PV2 و PV3 - 0.7 كجم.
ولكن بالكاد من الممكن تسمية القاطع هذا الغاز على مدمجة المعدن - في جمعية مركز العمل مع الجسم من الموقد، فإن حجمه ووزنه لن يكون أقل من أداة متخصصة. الميزة هي فقط أنه يمكنك شراء موقد مع نصائح من أنواع مختلفة (اللحام والقطع)، وسيتم وضع المجموعة بأكملها في حالة صغيرة. أو شراء موقد موجود من القاطع المكونات.
ولكن هنا هناك فارق واحد. البروبان أرخص بكثير من الأسيتيلين. لذلك، فإن تكلفة تشغيل القاطع الأسيتيلين ستكون أعلى بكثير من الأكسجين البروبان. وللحام المعدني، يكون الموقد الأسيتيلين أفضل، حيث تكون درجة حرارة اللهب أعلى عند 300-400 من البروبان الأوكسجين (في موقد البروبان بحت، تكون درجة الحرارة أقل من 2000 درجة مئوية).
لا يمكن توفير إزاحة "المشاركة" بأكملها لقطع الغاز اليدوي إلا من خلال سعة الاسطوانات مع الغازات.
قواطع الغاز المحمولة
في الآونة الأخيرة، يمكنك أن ترى عروض بيع قواطع الغاز المحمولة، والتي هي فوهة إلى اسطوانة كوليت صغيرة مع الغاز.
ولكن على الأقل يتم وضعها كقواطع، في الواقع هي الشعلات. درجة حرارة الشعلة لمعظمها لا تتجاوز 1300 درجة مئوية. على الرغم من وجود قواطع محمولة كوليت "محترفة" مع درجة حرارة الشعلة 2000-2500C (على سبيل المثال، Kovea KT-2610 عند العمل مع مزيج الغاز الأمريكي Mapp)، وهذا قريب بالفعل من درجة حرارة لهب التدفئة للأكسجين القاطع -propane - 2700-2800C.

ولكن في أي حال، لا يوجد عنصر قطع رئيسي لإنشاء شروط "حرق" - طائرة الأكسجين، بسبب حدوث الأكسدة المعدنية.
تشمل القواطع المحمولة المعادن الأنيقة والسبائك: القصدير، الألومنيوم، النحاس، البرونز، النحاس. ولكن بالنسبة لهم نحن لا نتحدث عن القطع، ولكن حول الصهر. لذلك، يتم استخدامها في كثير من الأحيان لتأمين أو لحام أجزاء صغيرة من المعادن غير الحديدية (على سبيل المثال، عند إصلاح مكيفات الهواء والثلاجات)، ويمكن قطعها بأداة كهربائية يدوية.
للانتباه عند اختيار القاطع الغاز
إذا كان "الذهاب" من الخراطيم إلى الرأس أمر مهم كما يلي:
- الحلمات من النحاس تخدم أطول من الألومنيوم؛
- يجب أن تكون مواد المقبض الألومنيوم، بطانة بلاستيكية أقل دائمة ويمكن "السباحة"؛
- يجب أن تدور الصمامات مع القليل من الجهد؛
- القطر الموصى به من مقبض صمام الأكسجين القطع - لا يقل عن 40 مم؛
- نماذج الرافعة هي أكثر ملاءمة للعمل والسماح للغاز؛
- صمامات المغزل: من الفولاذ المقاوم للصدأ - الأكثر موثوقية (ما يصل إلى 15000 دورة)، من النحاس - تفشل بسرعة (حوالي 500 دورة)، مجتمعة - مؤشرات "المتوسط"؛
- حالة المواد والأنابيب - الفولاذ المقاوم للصدأ، النحاس، النحاس؛
- في قواطع الأسيتيلين، لا ينبغي أن تصنع أجزاء في اتصال الغاز القابل للاحتراق لغرفة خلط من النحاس أو السبائك مع محتواها أعلاه 65٪؛
- يسمح لك التصميم القابل للطي بإصلاح القاطع، وتنظيف وحدة الحقن، أنابيب الطرف؛
- بلسان الخارجي فقط من النحاس؛
- يمكن أن تكون الناطقة الداخلية من القاطع الأسيتيلين - النحاس والأكسجين البروبان - من النحاس.
- يجب أن يحتوي النموذج المختار من البائع على قطع غيار ومواد استهلاك في التشكيلة.
كيفية استخدام القاطع الأكسجين البروبان
عام:
- يجب أن تتم العمل مع القاطع في قناع لحام (أو نظارات خاصة)؛
- الملابس الموصى بها والقفازات العامل مع خصائص حرارية (غير قابلة للاحتراق)؛
- يجب أن تنظر لهب Autogen جانبا باتجاه خراطيم الإمداد، وينبغي ألا تتداخل الخراطيم مع عمل كارفر؛
- ليس لدى اسطوانات الغاز أقرب من خمسة أمتار إلى مكان العمل؛
- يتم قطع قطع المعدن إما في الهواء الطلق أو في غرفة جيدة التهوية.
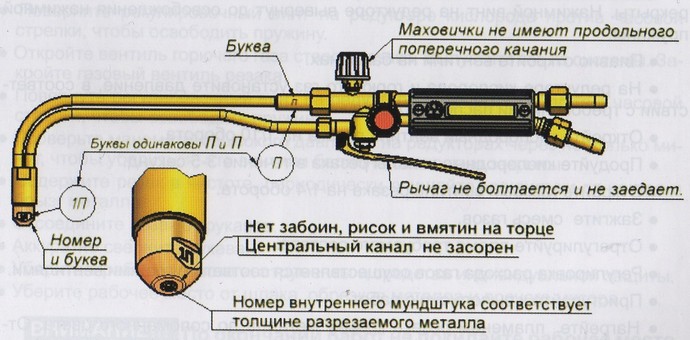
بعد استراحة طويلة أو عند بدء تشغيل قاطع حاقن جديد لأول مرة، يجب عليك التأكد من أن القنوات "نظيفة" وأكسجين في المحاقن يخلق المستوى المطلوب من إمدادات غاز الرش.
في البداية، مع صمامات مغلقة على القاطع وعلى الاسطوانات مع القاطع، تتم إزالة خرطوم مع البروبان. ثم، على اسطوانة مع الأكسجين، يتم تثبيت ضغط التشغيل ويتم فتح صمام الأكسجين والغاز التدفئة على القاطع. يتم فحص فحص أداء الحاقن من خلال تطبيق إصبع لتغذية الوقود الحلمة - يجب أن يكون شفط الهواء في حفرة الحلمة.





