Технология газовой (кислородной) резки металла
На протяжении долгих лет человечество использует металлические изделия. Некоторые из них требуют предварительной резки для последующего применения небольших кусочков.
Одним из способов разделки металла является газовая резка. Технология этого способа обладает своими особенностями и используемым оборудованием.
Газорезка металла раньше пользовалась широкой популярностью в ремонтных работах. Этот метод разделки являлся основным.
Распространение применения этого метода обосновано рядом особенностей:
- Расширяет возможности резки заготовок большой толщины;
- Не требует питания от электросети;
- Высокая производительность;
- Возможность выполнения сложных операций;
- Ручной и автоматический режим работы.
Этот способ позволяет обрабатывать углеродистые и легированные стали, титановые сплавы, изделия из латуни, чугуна, свинца, бронзы, алюминия.
Газовую резку можно классифицировать на категории применительно к характеру реза:
- Разделительная - характеризуется выполнением сквозного реза, который делит заготовку на требуемое число деталей;
- Поверхностная - предполагает снятие поверхностного слоя заготовки, образуя необходимые каналы, шлицы и иные конструктивные участки;
- Резка копьем - подразумевает прожиг обрабатываемой поверхности для получения проемов или глухих отверстий.
Таким образом, метод позволяет заготавливать многообразные металлические детали, производить сварку труб разного диаметра.
Технологические этапы
Технология газовой резки металла состоит из таких шагов:
- Разогревание металлической заготовки при помощи нагревателя до температуры 1100°С;
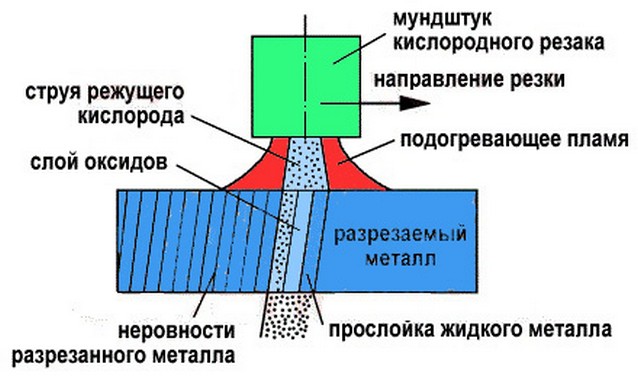
- Введение потока кислорода в зону обработки;
- При соприкосновении кислорода с металлической поверхностью возникает воспламенение;
- Под влиянием воспламенения заготовка начинает «сгорать», образуя нужный результат обработки.
Разогревание заготовки происходит под действием смеси горючего газа и технического кислорода.
В качестве горючего газа применяется пропан-бутановый состав, ацетилен, природный, пиролизный или коксовый газ. Наиболее популярными считаются ацетиленовый и пропан-бутановый состав.
В процессе воспламенения идет реакция образования окислов. Они выдуваются из рабочей зоны потоком кислорода. Окисление металла происходит только на участках действия кислородного потока, что исключает попадание продуктов реакции внутрь металла. Для непрерывности процесса резки требуется обеспечение струи подогревающего состава перед струей кислорода.
Следует учитывать, что температура плавления обрабатываемого металла должна быть больше величины температуры воспламенения в кислороде. Иначе не произойдет сгорания металла.
А также показатель плавления образующихся окислов должен быть ниже соответствующих показателей для металла. Это обосновано тем, что в противном случае возникшие продукты не уйдут из рабочей зоны, а останутся на поверхности заготовки. При выборе заготовки требуется ориентироваться на теплопроводность металла. Чем она ниже, тем легче произойдет воспламенение.
Резак — устройство для резки
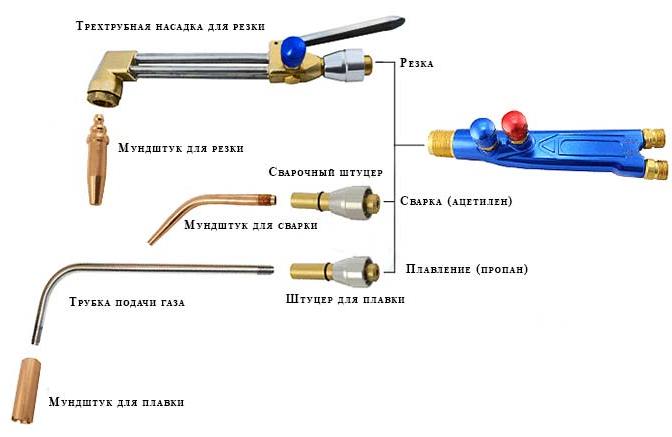
Смену этапов процесса резки обеспечивает специальное оборудование. Оно подразумевает соответствующую устойчивую конструкцию для стабильности и безопасности проводимых операций. Одним из главных компонентов выступает газовый резак. Также есть насадки для сварки и плавки, применяемые в комплекте с данным оборудованием.
Резка предполагает точность дозировки и соединения газовой смеси с кислородом. А также это устройство обеспечивает получение разогревающего пламени и введение кислорода в зону работы.
Известными резаками считаются устройства инжекторного вида, работающие со сталью толщиной до 30 см. Этот резак соединяет режущий и подогревающий блок. Блок подогревания включает в себя вентили, ответственные за подачу газовой смеси и кислорода. А также в нем присутствуют инжекторная ячейка, камера смешения, трубка для подачи, мундштук наружного вида.
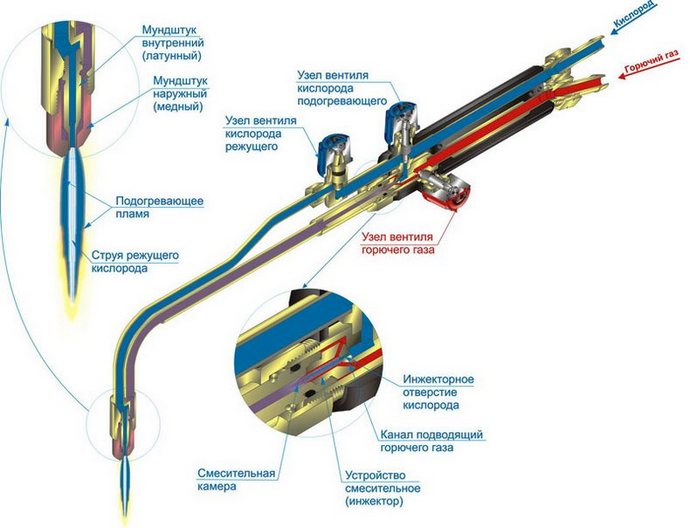
Режущий блок образован трубой вывода режущей струи кислорода, регулирующим вентилем, мундштуком внутреннего типа.
Газовая смесь и кислород движутся в резак посредством разных входов. Кислород движется в инжектор и мундштук для создания режущей струи. После инжектора кислород подается в камеру смешения, куда также направляется газ через свой входной проем.
После смешения состав оказывается в мундштуке, ответственном за образование разогревающего пламени. Вентили позволяют производить изменение потоков.
Резаки можно разделить по области употребления на:
- Ручные - используются для ручной резки;
- Машинные - находят применение на резочных станках и машинах.
Существуют еще безинжекторные резаки и инструменты для подачи разных по составу горючих смесей:
- Ацетиленовые;
- Пропановые, бутановые и пропан-бутановые;
- Универсальные;
- Резаки для природного газа;
- Резаки для керосина - имеют испарительный блок для изготовления паров бензина, керосина и бензин-керосиновой смеси.
При начале пользования любого резака сначала проверяется его исправность. Потом устройство продувается кислородом.
Применяемое оборудование
Резка металла при помощи газа подразумевает использование многих основных и дополнительных приборов. Кроме резака газорезательное оборудование, состоит из:
- Редуктор - употребляется в целях снижения давления направляемого газа до необходимой величины. На нем располагаются два манометра для измерений на входном и выходном участке.
- Инструмент изменения давления.
- Баллоны для газа и кислорода.
- Шланги соединительные.

Редуктор обеспечивает регулировку давления и автоматическое поддержание достигнутой величины в постоянном значении. Редуктор может быть образован одной или двумя камерами. Если присутствуют две камеры, то прибор редко замерзает, что отражается на надежности и последовательности операций.
Баллоны изготавливаются из стали. Объем составляет 0,4-55 дм3. Они оснащены запорным вентилем. В зависимости от находящегося состава (кислород или газ) предусмотрены вентили различной конструкции. Применительно к составу, находящемуся внутри баллона, разработаны цветовые различия и надписи.
В случае резки с применением специальных машин подразумевается стационарное нахождение оборудования. При этом применяются вспомогательные устройства:
- Стол для резки;
- Механизм для отвода образующихся шлаков и обрезей;
- Система перемещения обрабатываемой заготовки;
- Вентиляционная система.
Кроме этого предусмотрены иные газоразборные и рабочие посты.
Оборудование для резки металла в широких масштабах включает компонентные составляющие:
- Несущая часть;
- Резак (может быть один или несколько);
- Приводное приспособление;
- Пульт управления.
На больших производственных предприятиях часто используются переносные резочные станки. Принцип их работы не отличается от стационарных устройств.





